US20040084164A1 - Soft tissue products containing polysiloxane having a high z-directional gradient - Google Patents
Soft tissue products containing polysiloxane having a high z-directional gradient Download PDFInfo
- Publication number
- US20040084164A1 US20040084164A1 US10/289,809 US28980902A US2004084164A1 US 20040084164 A1 US20040084164 A1 US 20040084164A1 US 28980902 A US28980902 A US 28980902A US 2004084164 A1 US2004084164 A1 US 2004084164A1
- Authority
- US
- United States
- Prior art keywords
- polysiloxane
- tissue
- ply
- tissue sheet
- tissue product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/22—Agents rendering paper porous, absorbent or bulky
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/13—Silicon-containing compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/33—Synthetic macromolecular compounds
- D21H17/46—Synthetic macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D21H17/59—Synthetic macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon
Definitions
- tissue products such as facial tissue, bath tissue, paper towels, dinner napkins and the like
- product properties are imparted to the final product through the use of chemical additives.
- One common attribute imparted to tissue sheets through the use of chemical additives is softness.
- softness There are two types of softness that are typically imparted to tissue sheets through the use of chemical additives. The two types are bulk softness and topical or surface softness.
- Bulk softness may be achieved by a chemical debonding agent.
- Such debonding agents are typically quaternary ammonium entities containing long chain alkyl groups.
- the cationic quaternary ammonium entity allows for the agent to be retained on the cellulose via ionic bonding to anionic groups on the cellulose fibers.
- the long chain alkyl groups provide softness to the tissue sheet by disrupting fiber-to-fiber hydrogen bonds within the tissue sheet.
- Such disruption of fiber-to-fiber bonds provides a two-fold purpose in increasing the softness of the tissue sheet.
- the reduction in hydrogen bonding produces a reduction in tensile strength thereby reducing the stiffness of the tissue sheet.
- the debonded fibers provide a surface nap to the tissue sheet enhancing the “fuzziness” of the tissue sheet.
- This tissue sheet fuzziness may also be created through use of creping as well, where sufficient interfiber bonds are broken at the outer tissue surface to provide a plethora of free fiber ends on the tissue surface.
- a multi-layered tissue structure may be utilized to enhance the softness of the tissue sheet.
- a thin layer of strong softwood fibers is used in the center layer to provide the necessary tensile strength for the tissue product.
- the outer layers of such structures may be composed of the shorter hardwood fibers, which may or may not contain a chemical debonder.
- the topical or surface softness of a tissue sheet, and ultimately the resulting tissue product may be achieved by topically applying an emollient to the surface of the tissue sheet or tissue product.
- an emollient is polysiloxane.
- Polysiloxane treated tissues are described in U.S. Pat. No. 4,950,545, issued on Aug. 21, 1990 to Walter et al.; U.S. Pat. No. 5,227,242, issued on Jul. 13, 1993 to Walter et al.; U.S. Pat. No. 5,558,873, issued on Sep. 24, 1996 to Funk et al.; U.S. Pat. No. 6,054,020, issued on Apr. 25, 2000 to Goulet et al.; U.S.
- polysiloxanes may provide improved softness in a tissue sheet, there may be some drawbacks to their use.
- polysiloxanes may be relatively expensive. Only polysiloxane on the outermost surface of the tissue sheet may contribute to topical or surface softness of the tissue sheet. Polysiloxane present within the z-direction of the tissue sheet may contribute to bulk softness, i.e., its ability to impact softness is dependent on its ability to reduce interfiber hydrogen bonding. Interfiber hydrogen bonding may be more efficiently controlled with traditional quaternary ammonium debonding agents.
- Polysiloxanes may also be effective debonders.
- polysiloxanes are applied to a tissue sheet as an emulsion in a printing or spraying process. Some polysiloxanes penetrates the z-direction of the tissue sheet and reduces the relative bonded area of the tissue sheet, especially at the topmost surface. This reduction in relative bonded area is typically accompanied by a loss of tensile strength. Along with this loss in strength comes an increase in the amount of lint and slough in the product.
- binders must be added as a separate step either as a second post treatment or in the wet end of the tissue making process. While such an application may help offset the tensile loss and increase in lint that occurs with application of the polysiloxane such application may not prevent migration of the polysiloxane into the bulk of the tissue sheet. Hence, high levels of polysiloxane may still be required to achieve acceptable softness.
- binders may be added concurrently with a polysiloxane, that is, the binder may be blended directly with the polysiloxane.
- the binder may be blended directly with the polysiloxane.
- very few materials are compatible with polysiloxane.
- the binders known in the art may only be applied as dilute solutions, or in the case of latex binders, specifically styrene-butadiene rubber latexes, require significant level of emulsifiers to keep the binders from precipitating out of solution.
- the polysiloxane emulsion may need to be diluted even further or have high loads of additional surfactants present. Diluting the polysiloxane further or adding surfactants may further enhance the z-directional penetration of the polysiloxane and reduce the efficacy of the polysiloxane with regards to improving tactile or surface softness of the tissue sheet.
- tissue sheets of the present invention may be applicable to any tissue sheet, particular interest may be in tissue and towel products.
- tissue sheet refers to tissue and towel sheets.
- tissue product refers to tissue and towel products. Tissue and towel products as used herein are differentiated from other paper products in terms of their bulk. The bulk of the tissue and towel products of the present invention is calculated as the quotient of the caliper (hereinafter defined), expressed in microns, divided by the basis weight, expressed in grams per square meter. The resulting bulk is expressed as cubic centimeters per gram.
- tissue and towel products of the present invention may have a bulk of about 2 cm 3 /g or greater, more specifically about 2.5 cm 3 /g or greater, and still more specifically about 3 cm 3 /g or greater.
- polysiloxanes of the present invention may provide the desired product properties to the tissue sheet and/or tissue product.
- Polysiloxanes encompass a very broad class of compounds. They are characterized in having a backbone structure:
- R′ and R′′ may be a broad range of organo and non-organo groups including mixtures of such groups and where n is an integer ⁇ 2.
- These polysiloxanes may be linear, branched, or cyclic. They may include a wide variety of polysiloxane copolymers containing various compositions of functional groups, hence, R′ and R′′ actually may represent many different types of groups within the same polymer molecule.
- the organo or non-organo groups may be capable of reacting with pulp fibers to covalently, ionically or hydrogen bond the polysiloxane to the pulp fibers.
- These functional groups may also be capable of reacting with themselves to form crosslinked matrixes with the pulp fibers.
- the scope of the present invention should not be construed as limited by a particular polysiloxane structure so long as that polysiloxane structure delivers the aforementioned product benefits to the tissue sheet and/or the final tissue product.
- the softness benefits that polysiloxanes deliver to pulp fibers pretreated with the polysiloxanes of the present invention may be, in part, related to the molecular weight of the polysiloxane.
- Viscosity is often used as an indication of molecular weight of the polysiloxane as exact number average or weight average molecular weights may be difficult to determine.
- the viscosity of the polysiloxanes of the present invention may be about 25 centipoise or greater, more specifically about 50 centipoise or greater, and most specifically about 100 centipoise or greater.
- viscosity refers to the viscosity of the neat polysiloxane itself and not to the viscosity of an emulsion if so delivered. It should also be understood that the polysiloxanes of the present invention may be delivered as solutions containing diluents. Such diluents may lower the viscosity of the polysiloxane solution below the limitations set above, however, the efficacious part of the polysiloxane should conform to the viscosity ranges given above.
- diluents include but is not limited to oligomeric and cyclo-oligomeric polysiloxanes such as octamethylcyclotetrasiloxane, octamethyltrisiloxane, decamethylcyclopentasiloxane, decamethyltetrasiloxane and the like, including mixtures of these diluents.
- polysiloxanes of the present invention are delivered to the pulp fibers pulp fiber
- pulp fibers pulp fiber may be any form known in the art.
- Polysiloxanes useful for the present invention may be delivered as neat fluids; aqueous or non-aqueous solutions; aqueous or non-aqueous dispersions; and, emulsions, including microemulsions, stabilized by suitable surfactant systems that may confer a charge to the emulsion micelles.
- suitable surfactant systems that may confer a charge to the emulsion micelles.
- Nonionic, cationic, and anionic systems may be employed.
- the z-directional polysiloxane gradient may be determined via X-ray photoelectron spectroscopy (XPS) as described hereinafter. Surface polysiloxane levels are reported as atomic concentration of the Si as determined by the spectrometer. The atomic Si concentration is measured to a depth of around 100 nanometers and is indicative of the polysiloxane content at the surface of the tissue sheet specimen(s).
- Z-directional polysiloxane gradient is defined as the percent difference in atomic Si concentration between the high polysiloxane content side and the low polysiloxane content side of a tissue sheet.
- the z-directional polysiloxane gradient is defined via the following equation:
- the present invention is a soft, single or multi-ply tissue product.
- Each ply of the tissue product comprises a first side and an opposing second side.
- One or more of the plies of the tissue product comprises a polysiloxane wherein the polysiloxane is distributed non-uniformly in the z-direction within the ply. That is, the level of polysiloxane on the first side as measured in terms of atomic % Si is different from the atomic % Si measured on the opposing second side.
- the atomic % Si on the side of the tissue sheet having the highest level of polysiloxane may be about 3 atomic % or greater, more specifically about 4 atomic % or greater, and most specifically about 5 atomic % or greater.
- the % z directional polysiloxane gradient as defined previously between the first and second sides of the ply may be about 20% or greater, more specifically about 25% or greater, still more specifically about 30% or greater, and most specifically about 35% or greater.
- a multi-ply tissue product the overall orientation of the plies relative to one another may be varied.
- one embodiment of a multi-ply tissue product of the present invention may have at least one outer surface comprising the higher polysiloxane level, thereby placing at least one ply comprising the highest level of polysiloxane outwardly facing so as to be on the one of the outer surfaces of the tissue product contacting the user's skin.
- polysiloxane may be present in one or more of the plies.
- the z-directional polysiloxane gradient may be present in at least one of the plies. It may be desirable to have the z-directional polysiloxane gradient in more than one of the plies.
- the structure of the tissue product comprises at least two plies, wherein the outside plies of the multi-ply tissue product have a z-directional polysiloxane gradient, the outside plies arranged such that the sides of the plies having the highest levels of the polysiloxane form the two outer surfaces of the tissue product.
- the tissue product comprises three or more plies, wherein each outer ply has a z-directional polysiloxane gradient, the outside plies arranged such that the sides of the plies having the highest level of polysiloxane form the two outer surfaces of the tissue product wherein at least one of the inner plies comprises little or no polysiloxane.
- polysiloxane which may be desorbed from the pulp fibers in the tissue making process may have little to no tendency to be adsorbed by untreated pulp fibers. It has now been discovered that these polysiloxane pretreated pulp fibers may be used in conjunction with a multi-layer tissue structure to produce tissue products comprising polysiloxane distributed non-uniformly in the z-direction of the ply conforming to the products of the present invention.
- Another embodiment of the present invention is a method of making a soft, single or multi-ply tissue product wherein one or more of the plies of the tissue product comprisies a polysiloxane distributed non-uniformly in the z-direction of at least one ply.
- the method comprising: (a) forming at least a first aqueous suspension of pulp fibers pretreated with polysiloxane; (b) forming at least second suspension of papermaking fibers not comprising polysiloxane; (c) delivering at least the first and second aqueous suspensions of pulp fibers to a layered headbox; (d) depositing at least the first and second aqueous suspensions of pulp fibers onto a forming fabric to form a wet layered tissue sheet; (e) dewatering the wet layered tissue sheet to form a dewatered layered tissue sheet; and, (f) drying the dewatered layered tissue sheet to form a dried layered tissue sheet wherein the dried layered tissue sheet has a % z-directional polysiloxane gradient of about 20% or greater, more specifically about 25% or greater, and still more specifically about 30% or greater.
- the layered tissue sheet may be converted into a single ply tissue product, or may be used in a multi-ply tissue product
- the layered tissue ply comprising polysiloxane pretreated fibers may comprise hardwood, softwood pulp fibers or a mixture of hardwood and softwood kraft pulp fibers.
- the polysiloxane pretreated pulp fibers may be hardwood kraft pulp fibers, softwood kraft pulp fibers or a blend of hardwood and softwood kraft pulp fibers.
- polysiloxane pretreated pulp fibers are applied to one of the outer surfaces of the layered tissue ply.
- a single ply tissue product may comprise a three-layer tissue ply, with one outer layer of the layered tissue ply comprising polysiloxane pretreated pulp fibers.
- the polysiloxane pretreated pulp fibers may comprise hardwood kraft pulp fibers.
- the outer layers of the layered tissue ply form the outer surfaces of the single ply tissue product.
- the inner layer of the layered tissue ply may comprise softwood kraft pulp fiber and/or may comprise non-treated pulp fibers.
- the opposing outer layer of the layered tissue ply may comprise non-treated pulp fiber.
- the layered tissue ply may be a three layer ply.
- One outer layer of the layered tissue ply may comprise polysiloxane pretreated pulp fibers.
- the inner layer of the layered tissue ply may comprise polysiloxane pretreated pulp fibers which may or may not be hardwood pulp fibers.
- the inner layer of the layered tissue ply may comprise non-treated pulp fibers which may or may not be hardwood pulp fibers.
- the opposing outer layer of the layered tissue ply may comprise non-treated pulp fibers which may or may not be softwood kraft pulp fibers.
- layered tissue sheet refers to the formation of a stratified tissue sheet, wherein a particular tissue sheet or tissue sheets making up a multi-ply tissue product contain a z-directional fiber gradient.
- individual slurries of pulp fibers are sent to a divided headbox and applied to a moving belt where the pulp fibers are dewatered by any of a variety of processes and further dried to form a tissue sheet that has a specific distribution of fibers in the z-direction based on the split of the individual furnishes.
- Two or more layers may be present in a given tissue sheet of a multi-ply tissue product.
- the non-treated pulp fibers used in the present invention may or may not be the same type of pulp fibers that are treated with a polysiloxane of the present invention.
- the polysiloxane pretreated pulp fibers of the present invention containing the pretreated polysiloxane pulp fibers may comprise any pulp fiber type or combinations thereof, including but not limited to hardwood kraft pulp fibers, softwood kraft pulp fibers, or combinations thereof.
- the layers comprising non-treated pulp fibers may be composed of any pulp fiber type or combinations thereof, the same or different from the outer layers containing the polysiloxane pretreated pulp fibers, including but not limited to hardwood pulp kraft fibers, softwood kraft pulp fibers, or combinations thereof. It is understood that the pulp fibers comprising the non-treated pulp fibers of the present invention may or may not be the same as the polysiloxane pretreated pulp fibers or combinations thereof of the present invention.
- non-treated pulp fibers refers to pulp fibers that have not been pretreated with a polysiloxane of the present invention. It is understood that the pulp fibers may be treated with other chemical additives, including the binders of the present invention without polysiloxane, used in tissue making processes. Where it is states that a tissue sheet or a layer of a tissue sheet is comprised of or otherwise contains non-treated pulp fibers or is free of or otherwise does not contain polysiloxane pretreated pulp fibers, it is understood that about 30 or less percent of polysiloxane pretreated pulp fibers is present in the given tissue sheet or layer of the tissue sheet being described unless specifically disclosed otherwise.
- tissue sheet or a layer of a tissue sheet is comprised of or otherwise contains polysiloxane pre-treated pulp fibers
- polysiloxane pre-treated pulp fibers it is understood that about 70 percent or greater of the total polysiloxane pretreated pulp fibers is present in the given layer of the tissue sheet being described unless specifically disclosed otherwise.
- pulp fibers treated with blends of polysiloxane and the synthetic co-polymers produce a tissue sheet having equivalent softness at higher tensile strength and lower polysiloxane concentrations.
- water dispersible means that the binder, such as synthetic co-polymers, are either water soluble or capable of existing as stable colloidal, self-emulsifiable or other type dispersions in water without the presence of added emulsifiers.
- Added emulsifiers may be employed within the scope of the present invention to aid in the polymerization of the synthetic co-polymers or assist in compatiblizing the binder, such as synthetic co-polymers, with other chemical agents used in the tissue sheet or tissue-making process, however, the emulsifiers are not essential to the formation of stable dispersions or solutions of the binder, such as a cationic synthetic co-polymer, in water.
- the binders, such as synthetic co-polymers may be delivered to the polysiloxane, fluid or emulsion, without the aid of additional emulsifiers.
- compatible means that when dried, the polysiloxane and binder composition forms a film that does not show gross phase separation or curdling.
- the polysiloxane, binder, and/or polysiloxane and binder composition may or may not be miscible.
- miscible means that when dried, the polysiloxane and binder composition forms a film that is a single phase and the polysiloxane and binder composition may not be distinguishable as separate phase entities.
- miscibility also implies compatibility although compatibility does not imply miscibility.
- a method of making a soft, single or multi-ply tissue product wherein one or more of the plies of the tissue product comprises a polysiloxane distributed non-uniformly in the z-direction of the ply.
- the method comprising: (a) forming an aqueous suspension of pulp fibers; (b) depositing the aqueous suspension of pulp fibers onto a forming fabric to form a wet tissue sheet; and, (c) dewatering the wet tissue sheet to form a dewatered tissue sheet; (d) drying the dewatered tissue sheet to form a dried tissue sheet; and, (e) optionally converting the tissue sheet to form a tissue product wherein a polysiloxane and compatible binder composition may be topically applied to the wet tissue sheet, the dewatered tissue sheet, the dried tissue sheet and/or the tissue product.
- the polysiloxane and binder composition may comprise a polysiloxane and a low Tg synthetic water dispersible synthetic co-polymer that is compatible with the polysiloxane to form a polysiloxane treated tissue sheet.
- the resulting polysiloxane treated tissue sheet when dry, may have a % z-directional polysiloxane gradient of 20% or greater, more specifically about 25% or greater, and still more specifically about 30% or greater.
- the polysiloxane treated tissue sheet may be layered or blended, that is, the distribution of pulp fiber types within the tissue sheet may be homogenous or heterogeneous in the z-direction.
- a suitable compatible binder includes but is not limited to cationic water dispersible synthetic co-polymers having the general structure:
- R 1 , R 2 , R 3 are independently H; C 1-4 alkyl radicals; and, mixtures thereof.
- R 4 is a C 1 -C 8 alkyl radical or mixtures thereof.
- Z 1 is a bridging radical attaching the R 4 functionality to the polymer backbone. Examples include, but are not limited to, —O—, —COO—, —OOC—, —CONH—, —NHCO—, and mixtures thereof.
- Q 1 is a cationic functionality.
- a cationic functionality is a functional group containing a cationic quaternary ammonium radical.
- Q 2 is an optional non-ionic hydrophilic or water soluble monomer (and mixtures thereof) incorporated into the synthetic co-polymer so as to make the synthetic co-polymer more hydrophilic.
- Q 2 possess limited ability to hydrogen or covalently bond to cellulose fibers, such bonding resulting in an increase in stiffness of the tissue sheet.
- Suitable hydrophilic monomers or water-soluble nonionic monomers for use in the cationic synthetic co-polymers of the present invention include, but are not limited to monomers, such as, hydroxyalkyl acrylates and hydroxyalkyl methacrylates, such as hydroxyethyl methacrylate (HEMA); hydroxyethyl acrylate; polyalkoxyl acrylates, such as polyethyleneglycol acrylates; and, polyalkoxyl methacrylates, such as polyethyleneglycol methacrylates (“PEG-MA”).
- monomers such as, hydroxyalkyl acrylates and hydroxyalkyl methacrylates, such as hydroxyethyl methacrylate (HEMA); hydroxyethyl acrylate; polyalkoxyl acrylates, such as polyethyleneglycol acrylates; and, polyalkoxyl methacrylates, such as polyethyleneglycol methacrylates (“PEG-MA”).
- hydrophilic monomers or water-soluble nonionic monomers for use in the ion-sensitive cationic synthetic co-polymers of the present invention include, but are not limited to, diacetone acrylamide, N-vinylpyrrolidinone, N-vinylformamide, and mixtures thereof.
- the mole ratio of z:x will specifically range from about 0:1 to about 4:1, more specifically from about 0:1 to about 1:1, and most specifically from about 0:1 to about 1:3.
- the mole ratio of (x+z):y may be from about 0.98:0.02 to about 1:1, most specifically from about 0.95:0.05 to about 0.70:0.30.
- the polysiloxane and binder composition may be applied to the tissue sheet at any point after sheet formation.
- the polysiloxane and binder composition may be applied prior to the drying section of the tissue machine where the tissue sheet has a consistency of from about 10% to about 60%.
- the polysiloxane and binder composition may be applied in the drying section of the tissue machine where the tissue sheet has a consistency of about 30% to about 100%.
- the polysiloxane and binder composition may be applied to the tissue sheet on the tissue machine after the drying section before the winder where the tissue sheet has a consistency of from about 90% to about 100%.
- the polysiloxane and binder composition may also be applied via a secondary post treatment process where the tissue sheet has a consistency of from about 90% to about 100%.
- the method by which the polysiloxane and binder composition is applied to the tissue sheet may include any method known in the art for topically applying materials such as the polysiloxane and binder compositions to a formed tissue sheet are suitable for means of the present invention.
- Part of the migration of polysiloxane into the z-direction of the tissue sheet may be due to the use of water and added surfactants in the polysiloxane fluids or emulsions.
- the added water and surfactants may facilitate the movement of the polysiloxane in the z-direction of the tissue sheet.
- Application of neat polysiloxanes to a formed tissue sheet may be one way to minimize z-directional penetration of the polysiloxane into the tissue sheet.
- the z-directional polysiloxane gradient may be determined via X-ray photoelectron spectroscopy (XPS) as described hereinafter. Surface polysiloxane levels are reported as atomic concentration of the Si as determined by the spectrometer. The atomic Si concentration is measured to a depth of around 100 nanometers and is indicative of the polysiloxane content at the surface of the tissue sheet specimen(s).
- Z-directional polysiloxane gradient is defined as the percent difference in atomic Si concentration between the high polysiloxane content side and the low polysiloxane content side of a tissue sheet.
- the z-directional polysiloxane gradient is defined via the following equation:
- X is the atomic % Si on the high content side and Y is the atomic % Si on the low content side of the layer comprising the polysiloxane pretreated pulp fibers.
- Y is the atomic % Si on the low content side of the layer comprising the polysiloxane pretreated pulp fibers.
- Another embodiment of the present invention is a method of making a soft, single or multi-ply tissue product wherein one or more of the plies of the tissue product contains a polysiloxane distributed non-uniformly in the z-direction of the ply.
- the method comprises: (a) forming an aqueous suspension of pulp fibers; (b) depositing the aqueous suspension of pulp fibers onto a forming fabric to form a wet tissue sheet; (c) dewatering the wet tissue sheet to form a dewatered tissue sheet; (d) drying the dewatered tissue sheet to form a dried tissue sheet; and, (e) optionally converting the dried tissue sheet to form a tissue product.
- a neat polysiloxane may be topically applied to formed tissue sheet (wet tissue sheet, dewatered tissue sheet, dried tissue sheet and/or tissue product).
- the dried tissue sheet may have a % z-directional polysiloxane gradient of about 20% or greater, more specifically about 25% z-directional polysiloxane gradient or greater, and still more specifically about 30% z-directional polysiloxane gradient or greater.
- the tissue sheet may be layered or blended, that is, the distribution of pulp fiber types within the tissue sheet may be homogenous or heterogeneous in the z-direction of the tissue sheet.
- FIG. 1 is a diagram of a tissue sheet of the present invention comprising three layers.
- FIG. 2 is a diagram of two tissue sheets of the present invention, each tissue sheet comprising three layers.
- FIG. 3 is a diagram of a tissue sheet of the present invention comprising two layers.
- FIG. 4 is a schematic diagram of testing equipment used to measure lint and slough.
- tissue products as used herein are differentiated from other tissue products in terms of bulk.
- the bulk of the tissue products of the present invention may be calculated as the quotient of the caliper (hereinafter defined), expressed in microns, divided by the basis weight, expressed in grams per square meter.
- the resulting bulk is expressed as cubic centimeters per gram.
- Writing papers, newsprint and other such papers have higher strength, stiffness and density (low bulk) in comparison to tissue products of the present invention which tend to have much higher calipers for a given basis weight.
- the tissue products of the present invention have a bulk of about 2 cm 3 /g or greater, more specifically about 2.5 cm 3 /g or greater, and still more specifically about 3 cm 3 /g or greater.
- the basis weight and caliper of the multi-ply tissue products of the present invention may vary widely and may be dependent on, among other things, the number of plies (tissue sheets).
- the caliper of the individual ply or plies comprising the polysiloxane gradient may be about 1200 microns or less, more specifically about 1000 microns or less, and still more specifically about 800 microns or less.
- the bulk of the individual ply or plies comprising the polysiloxane pretreated pulp fibers, polysiloxane, or polysiloxane and binder composition may have a z-directional polysiloxane gradient of about 2 g/cm 3 or greater, more specifically about 2.5 g/cm 3 or greater, and most specifically about 3 g/cm 3 or greater.
- FIG. 1 shows a tissue sheet 12 comprising three layers 14 , 16 , and 18 .
- FIG. 2 shows two tissue sheets 12 and 12 a , each layer 12 and 12 a comprises three-layer structure.
- the layer or layers of the tissue sheets 12 and/or 12 a may or may not comprise polysiloxane, binder, and/or polysiloxane and binder composition.
- at least one of the outer surfaces 30 and 32 may comprise polysiloxane and/or polysiloxane and binder composition.
- the relative width of the layer or layers comprising the polysiloxane and/or polysiloxane and binder composition may be calculated.
- the width of the layer comprising the polysiloxane and/or polysiloxane and binder composition may be expressed in terms of weight % of the total of polysiloxane and/or polysiloxane and binder composition and the weight of tissue sheet 12 .
- a single or multi-ply tissue product 10 may be made from layered tissue sheets 12 .
- the polysiloxane and/or polysiloxane and binder composition may lie in the first outer layer 14 or the second layer outer 16 or both the first and second outer layers 14 and 16 of the tissue sheet 12 comprising the single ply tissue product 10 .
- the polysiloxane and/or polysiloxane and binder composition may reside one the outer surface 30 or the outer surface 32 or on both outer surfaces 30 and 32 of the tissue sheet 12 comprising the single ply tissue product 10 .
- the polysiloxane and/or polysiloxane and binder composition is positioned in the first and second outer layers 14 and 16 while the inner layer 18 comprises of non-treated pulp fibers.
- the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers are positioned in one of the first and second outer layers 14 and 16 while the inner layer 18 comprises of non-treated pulp fibers and the other outer layer 16 or 14 comprises non-treated pulp fibers.
- the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers may be positioned in only one of the first and second outer layers 14 or 16 while the other outer layer 16 or 14 would comprise non-treated pulp fibers.
- the polysiloxane and/or polysiloxane and binder composition may reside the outer surface 30 of outer layer 14 or on the outer surface 32 of the outer layer 16 or on both outer surfaces 30 and 32 of the outer layers 14 and 16 of the tissue sheet 12 , wherein the tissue sheet 12 .
- the inner layer 18 is understood not to be present in the two layered single tissue sheet 12 .
- polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers may be positioned in at least one of the outer first layers 14 and 22 of the tissue sheets 12 and 12 a which form the outer surfaces 30 and 32 , respectively, of a multi-ply tissue product 10 .
- the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers may be positioned in the first outer layers 14 and 22 of the tissue sheets 12 and 12 a , respectively, which form the outer surfaces 30 and 32 of the multi-ply tissue product 10 . It should also be recognized that FIG.
- tissue sheets 12 and 12 a represent only the outer tissue sheets 12 and 12 a of the multi-ply tissue product 10 . Any number of additional tissue sheets 12 may be contained between the two outer sheets 12 and 12 a . Additional tissue sheets 12 may or may not contain polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers. The tissue sheets 12 comprising non-treated pulp fibers may be layered or non-layered.
- At least one of the outer first layers 14 and 22 of the tissue sheets 12 and 12 a which form the outer surfaces 30 and 32 , respectively, of a multi-ply tissue product 10 may comprise polysiloxane and/or polysiloxane and binder composition.
- the polysiloxane and/or polysiloxane and binder composition may be positioned in the first outer layers 14 and 22 of the tissue sheets 12 and 12 a , respectively, which form the outer surfaces 30 and 32 of the multi-ply tissue product 10 .
- FIG. 2 represents only the outer tissue sheets 12 and 12 a of the multi-ply tissue product 10 .
- Additional tissue sheets 12 may be contained between the two outer sheets 12 and 12 a .
- Additional tissue sheets 12 may or may not contain polysiloxane and/or polysiloxane and binder composition.
- the tissue sheets 12 comprising non-treated pulp fibers may be layered or non-layered.
- first outer layers 14 and 22 may be applied to the second outer layers 16 and 20 as shown in FIG. 2. Additionally, in some embodiments of the present invention, the discussion of the first outer layers 14 and 22 , the second outer layers 16 and 20 , and the inner layers 18 and 24 may be applied to additional tissue sheets 12 that may be incorporated into multi-ply tissue products 10 .
- tissue sheet 12 may or may not be the same as tissue sheet 12 a , but the designation of 12 and 12 a is provided to more clearly differentiate between the various tissue sheets 12 within the multi-ply tissue products 10 the present invention. It is also understood that the tissue sheets 12 (and tissue sheets 12 and 12 a ) of the present invention may or may not be the same as in that the tissue sheets 12 (or tissue sheets 12 and 12 a ) may comprise different pulp types and/or different percents of pulp types and of polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers to non-treated pulp fibers and/or of polysiloxane and/or binder and/or polysiloxane and binder composition.
- a multi-ply tissue product 10 may have the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers positioned in first outer layers 14 and 22 of the two outer tissue sheets 12 and 12 a while at least one of the inner layer or layers 16 , 18 , 20 , and 24 of the tissue sheets 12 and 12 a are comprised of non-treated pulp fibers.
- a multi-ply tissue product 10 may have the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers positioned in first outer layers 14 and 22 and in the second outer layers 16 and 20 of the two outer tissue sheets 12 and 12 a while the inner layer or layers 20 and 24 of the tissue sheets 12 and 12 a may be comprised of non-treated pulp fibers.
- a multi-ply tissue product 10 may have the polysiloxane and/or polysiloxane and binder composition positioned in first outer layers 14 and 22 of the two outer tissue sheets 12 and 12 a while at least one of the inner layer or layers 16 , 18 , 20 , and 24 of the tissue sheets 12 and 12 a are comprised of non-treated pulp fibers.
- a multi-ply tissue product 10 may have the polysiloxane and/or polysiloxane and binder composition positioned in first outer layers 14 and 22 and in the second outer layers 16 and 20 of the two outer tissue sheets 12 and 12 a while the inner layer or layers 20 and 24 of the tissue sheets 12 and 12 a may be comprised of non-treated pulp fibers.
- tissue product 10 it may be desirable in the tissue product 10 to position the outer layer or layers (for example, outer layers 14 and/or 22 as shown in FIG. 2 or outer layers 14 and/or 16 as shown in FIG. 1) comprising polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers of the tissue sheets 12 and/or 12 a such that the outer layer or layers 14 and/or 22 (or alternatively, outer layers 14 and/or 16 ) comprising the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers are adjacent to an inner layer (for example, inner layers 18 and/or 24 as shown in FIG. 2 or inner layer 18 as shown in FIG.
- an inner layer for example, inner layers 18 and/or 24 as shown in FIG. 2 or inner layer 18 as shown in FIG.
- one of the first and second outer layers 14 and 16 of the layered single ply tissue product 10 may comprise polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers while the other outer layer 16 or 14 comprising non-treated pulp fibers is adjacent the outer layer 14 or 16 comprising the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers.
- tissue product 10 it may be desirable in the tissue product 10 to position the outer layer or layers (for example, outer layers 14 and/or 22 as shown in FIG. 2 or outer layers 14 and/or 16 as shown in FIG. 1) comprising polysiloxane and/or polysiloxane and binder composition of the tissue sheets 12 and/or 12 a such that the outer layer or layers 14 and/or 22 (or alternatively, outer layers 14 and/or 16 ) comprising the polysiloxane and/or polysiloxane and binder composition are adjacent to an inner layer (for example, inner layers 18 and/or 24 as shown in FIG. 2 or inner layer 18 as shown in FIG. 1) comprising non-treated pulp fibers.
- an inner layer for example, inner layers 18 and/or 24 as shown in FIG. 2 or inner layer 18 as shown in FIG. 1 comprising non-treated pulp fibers.
- one of the first and second outer layers 14 and 16 of the layered single ply tissue product 10 may comprise polysiloxane and/or polysiloxane and binder composition while the other outer layer 16 or 14 comprising non-treated pulp fibers is adjacent the outer layer 14 or 16 comprising the polysiloxane and/or polysiloxane and binder composition.
- polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers are equally applicable to embodiments of the present invention wherein polysiloxane and/or polysiloxane and binder composition is applied or where a combination of polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers and/or polysiloxane and/or polysiloxane and binder composition is applied.
- polysiloxane and/or polysiloxane and binder composition are equally applicable to embodiments of the present invention wherein polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers or wherein a combination of polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers and/or polysiloxane and/or polysiloxane and binder composition is applied.
- polysiloxane pretreated pulp fiber and/or polysiloxane and binder composition pretreated pulp fibers may be positioned in all layers (layers 14 , 16 , and 18 in FIG. 1 and layers 14 and 16 in FIG. 3).
- polysiloxane and/or polysiloxane and binder composition may be positioned in all layers (layers 14 , 16 , and 18 in FIG. 1 and layers 14 and 16 in FIG. 3).
- any combination of layers comprising polysiloxane pretreated pulp fiber and/or polysiloxane and binder composition pretreated pulp fibers and/or polysiloxane and/or polysiloxane and binder composition may be utilized in the layers shown in FIGS. 1 and 3 (layers 14 , 16 , and 18 in FIG. 1 and layers 14 and 16 in FIG. 3).
- one layer may comprise polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers while at least one of the outer surfaces comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers.
- At least one of the outer surfaces 30 and/or 32 of a tissue sheet 12 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers while the inner layer 18 of the tissue sheet comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers or in the alternative, the outer surfaces 30 of layer 14 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers and the layer 16 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers.
- At least one of the outer surfaces 30 and/or 32 of the tissue sheet 12 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers while at least one of the outer layers 14 and/or 16 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers.
- a multi-ply tissue product 10 the overall orientation of the tissue sheets 12 relative to one another may be varied.
- one embodiment of a multi-ply tissue product 10 of the present invention may have at least one outer surface 30 and/or 32 of the layers (for example 14 and/or 22 as shown in FIG. 2 or 14 and/or 16 as shown in FIG.
- the z-directional polysiloxane gradient may be present in at least one of the tissue sheets 12 . It may be desirable to have the z-directional polysiloxane gradient in more than one of the tissue sheets 12 .
- the structure of the tissue product 10 comprises at least two tissue sheets 12 and 12 a , wherein the layers 14 and 22 comprise polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers, thus having the highest levels of the polysiloxane, forming the outer surfaces 30 and 32 of the tissue product 10 .
- the inner tissue sheets may comprise non-treated pulp fibers.
- the remaining layers of the tissue sheets 12 of the tissue product 10 may or may not comprise polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers, the order of the layers and/or tissue sheets 12 may be varied in any order. Any number of additional layers and/or tissue sheets 12 may be employed in the tissue product 10 of the present invention. More specifically, according to one embodiment, the tissue product 10 is a single ply product.
- the tissue sheet 12 has a structure comprised of three layers 14 , 16 , and 18 .
- the first outer layer 14 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers comprised of hardwood pulp fibers, forming the outer surface 30 of the tissue product 10 .
- the inner layer 18 comprises non-treated pulp fibers comprised of softwood pulp fibers.
- the second outer layer 16 comprises non-treated pulp fibers comprised of hardwood fibers, forming the outer surface 32 of the tissue product 10 .
- the tissue sheet 12 has a structure comprised of three layers 14 , 16 , and 18 .
- the first outer layer 14 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers comprised of hardwood pulp fibers, forming the outer surface 30 of the tissue product 10 .
- the inner layer 18 comprises non-treated pulp fibers comprised of hardwood pulp fibers.
- the second outer layer 16 comprises non-treated pulp fibers comprised of softwood fibers, forming the outer surface 32 of the tissue product 10 .
- the single ply tissue product 10 may comprise a three-layer tissue sheet 12 wherein the first and second outer layers 14 and 16 , as shown in FIG. 1, comprise polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers and the inner layer 18 comprises non-treated pulp fibers.
- the structure of the tissue sheet 12 may be arranged such that there is the z-directional polysiloxane gradient of the tissue sheet 12 measured from the outer surface 30 to the outer surface 32 of the tissue sheet 12 wherein the polysiloxane content decreases at the center 40 of the tissue sheet 12 and increases at or adjacent the outer surfaces 30 and 32 of the tissue sheet 12 .
- the inner layer 18 of the three-layer tissue sheet 12 of the single ply tissue product 10 has a polysiloxane content of about 0%.
- the tissue products 10 may have a high z-directional polysiloxane gradient in the outer layer or layers 12 of the tissue product 10 .
- the present invention may comprise a soft, absorbent single or multi-ply tissue product 10 .
- Each tissue sheet 12 of the tissue product 10 have an outer surface 42 and an opposing outer surface 44 .
- One or more of the tissue sheets 12 of the multi-ply tissue product 10 contains a polysiloxane wherein the polysiloxane is distributed non-uniformly in the z-direction of the tissue sheet 12 .
- the level of polysiloxane on or adjacent the outer surface 42 of the tissue sheet 12 as measured in terms of atomic % Si is different from the atomic % Si on or adjacent the opposing outer surface 44 of the tissue sheet 12 .
- the difference in the atomic % Si on or adjacent the outer surfaces 42 and 44 may be about 3% or greater, more specifically about 4% or greater, and most specifically about 5% or greater.
- the z-directional polysiloxane gradient, as calculated by the equation above and as defined above, between the outer surfaces 42 and 44 is about 20%, more specifically about 25% or greater, still more specifically about 30% or greater, and most specifically about 35% or greater.
- a wide variety of natural and synthetic pulp fibers are suitable for use in the tissue sheets 12 and tissue products 10 of the present invention.
- the pulp fibers may include fibers formed by a variety of pulping processes, such as kraft pulp, sulfite pulp, thermomechanical pulp, etc.
- the pulp fibers may consist of any high-average fiber length pulp, low-average fiber length pulp, or mixtures of the same. Any of the natural pulp fibers species may be pretreated with the polysiloxane of the present invention.
- suitable high-average length pulp fibers include softwood fibers.
- Softwood pulp fibers are derived from coniferous trees and include pulp fibers such as, but not limited to, northern softwood, southern softwood, redwood, red cedar, hemlock, pine (e.g., southern pines), spruce (e.g., black spruce), combinations thereof, and the like.
- Northern softwood kraft pulp fibers may be used in the present invention.
- One example of commercially available northern softwood kraft pulp fibers suitable for use in the present invention include those available from Kimberly-Clark Corporation located in Neenah, Wis. under the trade designation of “Longlac-19”.
- suitable low-average length pulp fibers are the so called hardwood pulp fibers.
- Hardwood pulp fibers are derived from deciduous trees and include pulp fibers such as, but not limited to, eucalyptus, maple, birch, aspen, and the like.
- eucalyptus pulp fibers may be particularly desired to increase the softness of the tissue sheet.
- Eucalyptus pulp fibers may also enhance the brightness, increase the opacity, and change the pore structure of the tissue sheet to increase its wicking ability.
- secondary pulp fibers obtained from recycled materials may be used, such as fiber pulp from sources such as, for example, newsprint, reclaimed paperboard, and office waste.
- the overall ratio of hardwood pulp fibers to softwood pulp fibers within the tissue product 10 , including tissue sheets 12 may vary broadly.
- the ratio of hardwood pulp fibers to softwood pulp fibers may range from about 9:1 to about 1:9, more specifically from about 9:1 to about 1:4, and most specifically from about 9:1 to about 1:1.
- the hardwood pulp fibers and softwood pulp fibers may be blended prior to forming the tissue sheet thereby producing a homogenous distribution of hardwood pulp fibers and softwood pulp fibers in the z-direction of the tissue sheet.
- the hardwood pulp fibers and softwood pulp fibers may be layered so as to give a heterogeneous distribution of hardwood pulp fibers and softwood pulp fibers in the z-direction of the tissue sheet.
- the hardwood pulp fibers may be located in at least one of the outer layers of the tissue product 10 and/or tissue sheet 12 wherein at least one of the inner layers may comprise softwood pulp fibers.
- synthetic fibers may also be utilized in the present invention.
- pulp fibers is understood to include synthetic fibers.
- suitable polymers that may be used to form the synthetic fibers include, but are not limited to: polyolefins, such as, polyethylene, polypropylene, polybutylene, and the like; polyesters, such as polyethylene terephthalate, poly(glycolic acid) (PGA), poly(lactic acid) (PLA), poly( ⁇ -malic acid) (PMLA), poly( ⁇ -caprolactone) (PCL), poly( ⁇ -dioxanone) (PDS), poly(3-hydroxybutyrate) (PHB), and the like; and, polyamides, such as nylon and the like.
- polyolefins such as, polyethylene, polypropylene, polybutylene, and the like
- polyesters such as polyethylene terephthalate, poly(glycolic acid) (PGA), poly(lactic acid) (PLA), poly( ⁇ -malic acid) (PMLA), poly( ⁇
- Synthetic or natural cellulosic polymers including but not limited to: cellulosic esters; cellulosic ethers; cellulosic nitrates; cellulosic acetates; cellulosic acetate butyrates; ethyl cellulose; regenerated celluloses, such as viscose, rayon, and the like; cotton; flax; hemp; and mixtures thereof may be used in the present invention.
- the synthetic fibers may be located in the layers of the tissue sheet 12 comprising polysiloxane pretreated pulp fibers, the layers of the tissue sheet 12 comprising non-treated pulp fibers, or in any or all layers of the tissue sheet 12 . As discussed for tissue sheets 12 , in multi-ply tissue products 10 of the present invention, the synthetic fibers may be located in any or all tissue sheets 12 of the multi-ply tissue product 10 .
- polysiloxanes of the present invention may provide the desired product properties to the tissue sheet 12 and/or tissue product 10 .
- Functional and non-functional polysiloxanes are suitable for use in the present invention.
- Polysiloxanes encompass a very broad class of compounds. They are characterized in having a backbone structure:
- R′ and R′′ may be a broad range of organo and non-organo groups including mixtures of such groups and where n is an integer ⁇ 2.
- These polysiloxanes may be linear, branched, or cyclic. They may include a wide variety of polysiloxane copolymers containing various compositions of functional groups, hence, R′ and R′′ actually may represent many different types of groups within the same polymer molecule.
- the organo or non-organo groups may be capable of reacting with pulp fibers to covalently, ionically or hydrogen bond the polysiloxane to the pulp fibers.
- These functional groups may also be capable of reacting with themselves to form crosslinked matrixes with the pulp fibers.
- the scope of the present invention should not be construed as limited by a particular polysiloxane structure so long as that polysiloxane structure delivers the aforementioned product benefits to the tissue sheet and/or the final tissue product.
- a specific class of polysiloxanes suitable for use in the present invention may have the general formula:
- R 1 -R 8 moieties may be independently any organofunctional group including C, or higher alkyl groups, ethers, polyethers, polyesters, amines, imines, amides, or other functional groups including the alkyl and alkenyl analogues of such groups and y is an integer >1.
- the R 1 -R 8 moieties may be independently any C, or higher alkyl group including mixtures of said alkyl groups.
- Examples of polysiloxanes that may be useful in the present invention are those in the DC-200 fluid series, manufactured and sold by Dow Corning, Inc., located in Midland, Mich.
- x and y are integers >0.
- the mole ratio of x to (x+y) may be from about 0.005 percent to about 25 percent.
- the R 1 -R 9 moieties may be independently any organofunctional group including C, or higher alkyl groups, ethers, polyethers, polyesters, amines, imines, amides, or other functional groups including the alkyl and alkenyl analogues of such groups.
- the R 10 moiety may be an amino functional moiety including but not limited to primary amine, secondary amine, tertiary amines, quaternary amines, unsubstituted amides and mixtures thereof.
- the R 10 moiety may comprise at least one amine group per constituent or two or more amine groups per substituent, separated by a linear or branched alkyl chain of C, or greater.
- examples of some polysiloxanes that may be useful in the present invention include, but are not limited to, DC 2-8220 commercially available from Dow Corning, Inc., locate at Midland, Mich., DC 2-8182 commercially available from Dow Corning, Inc., located at Midland, Mich., and Y-14344 commercially available from Crompton, Corp., located at Greenwich, Conn.
- polysiloxanes Another class of functionalized polysiloxanes that may be suitable for use in the present invention is the polyether polysiloxanes. Such polysiloxanes may be used with other functional polysiloxanes as a means of improving hydrophilicity of the polysiloxane treated tissue products. Such polysiloxanes generally have the following structure:
- x and z are integers >0.
- y is an integer ⁇ 0.
- the mole ratio of x to (x+y+z) may be from about 0.05 percent to about 95 percent.
- the ratio of y to (x+y+z) may be from about 0 percent to about 25%.
- the R 0 -R 9 moieties may be independently any organofunctional group including C 1 or higher alkyl groups, ethers, polyethers, polyesters, amines, imines, amides, or other functional groups including the alkyl and alkenyl nalogues of such groups.
- the R 10 moiety may be an amino functional moiety including, but not limited to, primary amine, secondary amine, tertiary amines, quaternary amines, unsubstituted amides, and mixtures thereof.
- An exemplary R 10 moiety may contain one amine group per constituent or two or more amine groups per substituent, separated by a linear or branched alkyl chain of C 1 or greater.
- R 11 may be a polyether functional group having the generic formula: —R 12 —(R 13 —O) a —(R 14 O) b —R 15 wherein R 12 , R 13 , and R 14 may be independently C 1-4 alkyl groups, linear or branched; R 15 may be H or a C 1-30 alkyl group; and, “a” and “b” are integers of from about 1 to about 100, more specifically from about 5 to about 30.
- Examples of aminofunctional polysiloxanes that may be useful in the present invention include the polysiloxanes provided under the trade designation of Wetsoft CTW family manufactured and sold by Wacker, Inc., located Adrian, Mich. Other examples of such polysiloxanes may be found in U.S. Pat. No. 6,432,270, issued on Aug. 13, 2002 to Liu, et al., the disclosure of which is incorporated herein by reference to the extent that it is non-contradictory herewith.
- polysiloxane pretreated pulp fibers can be accomplished by methods such as those described in co-pending U.S. patent application Ser. No. 09/802,529 filed on Apr. 3, 2001 under Runge et al. It has been found that pulp fibers treated with polysiloxane in this manner demonstrate excellent retention of the polysiloxane through the tissue making process. Furthermore, it has been found that a polysiloxane which may be desorbed from the fibers in the tissue making process has little to no tendency to be adsorbed by non-treated pulp fibers.
- the polysiloxane pretreated pulp fibers may contain from about 0.1% to about 10% polysiloxane by weight, more specifically from about 0.2% to about 4% polysiloxane by weight, and most specifically from about 0.3% polysiloxane to about 3% polysiloxane by weight.
- the tissue sheets may be used to produce tissue products containing polysiloxane distributed non-uniformly in the z-direction of the tissue sheet.
- the polysiloxane pre-treated pulp fibers may be directed towards at least one of the outer surfaces 30 and 32 formed by the outer layers (such as 14 and 16 as shown in FIG. 1 or 14 and 22 as shown in FIG. 2) adjacent the outer surfaces 30 and 32 of the multi-layered tissue sheet 12 .
- the layer of the multi-layer tissue sheet 12 comprising the polysiloxane pre-treated pulp fibers may constitute about 60% or less by of the weight of the total tissue sheet, more specifically about 50% or less by weight of the total tissue sheet, and still more specifically about 40% or less by weight of the total tissue sheet.
- the polysiloxane pre-treated pulp fibers may be blended with any of various non-treated pulp fibers before being formed into the multi-layered tissue sheet 12 .
- the polysiloxane pretreated pulp fibers may constitute from about 5% to about 100% of the pulp fibers in the layer of the tissue sheet 12 comprising the polysiloxane pretreated fibers, more specifically from about 5% to about 90% of the pulp fibers in the layer comprising the polysiloxane pretreated pulp fibers, and most specifically from about 10% to about 90% of the pulp fibers in the layer comprising the polysiloxane pretreated pulp fibers.
- the polysiloxane may be topically applied to the tissue sheet 12 and/or tissue product 10 .
- the polysiloxane may also be applied to the pulp fiber slurry during the tissue making process.
- a polysiloxane is mixed with a cationic hydrophobically modified synthetic co-polymer that is compatible or miscible with the polysiloxane.
- the polysiloxane may be delivered as either an emulsion or as a neat fluid.
- the cationic synthethic co-polymers as described herein may be water soluble, water dispersiable, organic soluble, and/or soluble in mixtures of water and water miscible organic compounds.
- the synthetic co-polymers may be water-soluble or water dispersible. If mixed with polysiloxane emulsions, the cationic synthetic co-polymers may be delivered as colloidal suspensions or solutions in water with or without added emulsifiers.
- Suitable hydrophobic monomers for incorporating a hydrophobic aliphatic hydrocarbon functionality into the cationic synthetic co-polymers of the present invention include, but are not limited to, alkyl acrylates, methacrylates, acrylamides, methacrylamides, tiglates and crotonates, including butyl acrylate, butyl methacrylate, methyl acrylate, methyl methacrylate, ethyl acrylate, ethyl methacrylate, 1-Ethylhexyl tiglate, t-butyl acrylate, butyl crotonate, butyl tiglate, sec-Butyl tiglate, Hexyl tiglate, Isobutyl tiglate, hexyl crotonate, butyl crotonate, n-butyl acrylamide, t-butyl acrylamide, N-(Butoxymethyl)acrylamide, N-(Isobutoxy)acrylamide
- vinyl ethers including, but not limited to, n-butyl vinyl ether, 2-ethylhexyl vinyl ether, and the corresponding esters including vinyl pivalate, vinyl butyrate, 2-ethylhexanoate, and the like including mixtures of the monomers, all of which are suitable for incorporation of the hydrophobic aliphatic hydrocarbon moiety.
- Suitable monomers for incorporating a cationic charge functionality into the synthetic co-polymer include, but are not limited to, [2(methacryloyloxy)ethyl]trimethylammonium methosulfate (METAMS); dimethyldiallyl ammonium chloride (DMDAAC); 3-acryloamido-3-methyl butyl trimethyl ammonium chloride (AMBTAC); trimethylamino methacrylate; vinyl benzyl trimethyl ammonium chloride (VBTAC); 2 -[(acryloyloxy)ethyl]trimethylammonium chloride; and, [2(methacryloyloxy)ethyl]trimethylammonium chloride.
- METAMS [2(methacryloyloxy)ethyl]trimethylammonium methosulfate
- DMDAAC dimethyldiallyl ammonium chloride
- AMBTAC 3-acryloamido-3-methyl butyl trimethyl ammonium chloride
- VTAC
- Examples of preferred cationic monomers for the cationic synthetic co-polymers of the present invention are [2-(methacryloyloxy)ethyl] trimethyl ammonium chloride; [2(methacryloyloxy)ethyl] trimethyl ammonium methosulfate; and, [2-(methacryloyloxy)ethyl] trimethyl ammonium ethosulfate.
- the cationic charge functionality may also be incorporated into the synthetic co-polymer through use of monomers having free secondary or tertiary amine group functionality.
- monomers having free secondary or tertiary amine group functionality include, but is not limited to, N-( ⁇ -dimethylamino)ethyl acrylamide, N-( ⁇ -dimethylamino)ethyl acrylamide, diethylaminohexyl methacrylate, diethylaminoethyl vinyl ether, dimethylaminoethyl vinyl ether, 1-dimethylamino-2-propyl methacrylate, 4-vinylpyridine and the like.
- the cationic charge may be incorporated into the synthetic co-polymers either through quaternization with methylating agents such as methyl chloride, dimethyl sulfate, diethyl sulfate, and the like.
- methylating agents such as methyl chloride, dimethyl sulfate, diethyl sulfate, and the like.
- the cationic charge may be developed by simple acidification of the monomer or synthetic co-polymer containing the monomer units. To avoid potential sensitivity to pH, it may be desirable that the cationic charge be a quaternary ammonium group.
- Suitable hydrophilic monomers or water-soluble nonionic monomers for use in the cationic synthetic co-polymers of the present invention include, but are not limited to, N- and N,N-substituted acrylamide and methacrylamide based monomers, such as N,N-dimethyl acrylamide, N-ethyl acrylamide, N-isopropyl acrylamide, and hydroxymethyl acrylamide; acrylate or methacrylate based monomers, such as, hydroxyalkyl acrylates; hydroxyalkyl methacrylates, such as hydroxyethyl methacrylate (HEMA); hydroxyethyl acrylate; polyalkoxyl acrylates, such as polyethyleneglycol acrylates; and, polyalkoxyl methacrylates, such as polyethyleneglycol methacrylates (“PEG-MA”).
- N- and N,N-substituted acrylamide and methacrylamide based monomers such as N,N-dimethyl
- hydrophilic monomers or water-soluble nonionic monomers for use in the ion-sensitive cationic synthetic co-polymers of the present invention include, but are not limited to, N-vinylpyrrolidinone and N-vinylformamide.
- the mole % of hydrophobic monomers will range from about 40 mole % to about 98 mole % of the total monomer composition, the amount of cationic monomers will range from about 2 mole % to about 50 mole % of the total monomer composition.
- the amount of optional hydrophilic monomers will range from about 0 mole % to about 58 mole % of the total monomer composition.
- the mole percent of hydrophobic monomers is from about 50 mole % to about 95 mole % of the total monomer composition
- the mole % of cationic monomers is most specifically from about 5 mole % to about 30 mole % of the total monomer composition
- the amount of optional hydrophilic monomers is most specifically from about 0 mole % to about 20 mole percent of the total monomer composition.
- the synthetic co-polymers of the present invention may have an average molecular weight average molecular weight ranging from about 10,000 to about 5,000,000. More specifically, the synthetic co-polymers of the present invention have a weight average molecular weight ranging from about 20,000 to about 2,000,000, or, more specifically still, from about 30,000 to about 1,000,000.
- Another advantage to the disclosed synthetic co-polymers is ability to produce tissue sheets having low stiffness due to relatively low glass transition temperatures. While the synthetic co-polymers of the present invention may have a wide range of glass transition temperature, the preferred glass transition temperature is about 100° C. or less, more specifically about 70° C. or less, and most specifically about 40° C. or less.
- the low glass transition temperatures combined with the compatibility of the synthetic co-polymers with the polysiloxane allow blends of the polysiloxane and the synthetic co-polymer to form films having very low modulus.
- Modulus measures the ease of deformation of the film by determining the amount of stress (force) needed to produce a certain amount of strain (deformation). The lower the modulus value, the more flexible the film as it can be deformed with very little force. In these formulations, a low modulus is desirable to avoid any increase in tissue sheet stiffness.
- Films are cast from the polysiloxane/synthetic co-polymer compositions and modulus tested via the procedure hereinafter described.
- the modulus values of the films is specifically about 5 MPa or less, more specifically about 3 MPa or less, still more specifically about 1 MPa or less, and most specifically about 0.8 MPa or less.
- the synthetic co-polymers of the present invention may be prepared according to a variety of polymerization methods, desirably a solution polymerization method.
- Suitable solvents for the polymerization method include, but are not limited to, lower alcohols such as methanol, ethanol, and propanol; a mixed solvent comprising water and one or more lower alcohols mentioned above; and, a mixed solvent comprising water and one or more lower ketones such as acetone or methyl ethyl ketone.
- a solvent exchange process is then used to make aqueous colloidal suspensions or solutions of the synthetic co-polymers whereby the solvent is removed and replaced by water.
- the synthetic co-polymer formulations may also be delivered in emulsion form whereby an aqueous polymerization process is used in conjunction with a surfactant or set of surfactants.
- the surfactants may be cationic or non-ionic, but more specifically non-ionic.
- any free radical polymerization initiator may be used. Selection of a particular initiator may depend on a number of factors including, but not limited to, the polymerization temperature, the solvent, and the monomers used.
- Suitable polymerization initiators for use in the present invention include, but are not limited to, 2,2′-azobisisobutyronitrile, 2,2′azobis(2-methylbutyronitrile), 2,2′-azobis(2,4-dimethylvaleronitrile), 2,2′-azobis(2-amidinopropane)dihydrochloride, 2,2′-azobis(N,N′-dimethyleneisobutylamidine), potassium persulfate, ammonium persulfate, and aqueous hydrogen peroxide.
- the amount of polymerization initiator may desirably range from about 0.01 to about 5 weight percent based on the total weight of monomer present.
- the polymerization temperature may vary depending on the polymerization solvent, monomers, surfactants, and polymerization initiator used, but in general, ranges from about 20° C. to about 90° C.
- the polymerization time generally ranges from about 2 to about 8 hours.
- the total amount of cationic synthetic co-polymer in the tissue sheet will depend upon the amount of polysiloxane applied to the tissue sheet.
- the amount of the cationic synthetic co-polymer relative to polysiloxane on a dry weight to dry weight basis may be from about 2 percent to about 98 percent, more specifically from about 5% to about 70%, and most specifically from about 10% to about 50%.
- the polysiloxanes or polysiloxane and binder compositions may be applied to the pulp fibers or the formed tissue sheet at any point in the tissue making process with any method and in any form so long as the claimed product benefits are not compromised.
- the polysiloxane or polysiloxane and binder composition may be applied to the tissue sheet after the tissue sheet has been formed (wet tissue sheet, dewatered tissue sheet, dried tissue sheet, and/or tissue product).
- the solids level of such a tissue sheet may range from about 10% or greater (i.e., the tissue sheet comprises about 10 grams of dry solids and 90 grams of water). More specifically the solids level of the tissue sheet during the application of the polysiloxane and/or polysiloxane and binder composition may be about 15% or greater, and most specifically about 20% or greater.
- the solids level of the dry tissue sheet and/or tissue product may be about 80% or greater, more specifically about 85% or greater, and most specifically about 90% or greater.
- a polysiloxane, a synthetic co-polymer, and/or a polysiloxane and binder composition of the present invention formed tissue sheet may be accomplished by any method known in the art including, but not limited to:
- a spray applied to a tissue sheet may be mounted over a moving tissue sheet to apply a desired dose of a solution to the tissue sheet.
- Nebulizers may also be used to apply a light mist to a surface of a tissue sheet.
- Non-contact printing methods such as ink jet printing, digital printing of any kind, and the like.
- Coating onto one or both surfaces of the a tissue sheet such as blade coating, air knife coating, short dwell coating, cast coating, and the like.
- Extrusion from a die head such as UFD spray tips, such as those available from ITW-Dynatec located at Henderson, Tenn., of the polysiloxane, synthetic co-polymer, and/or polysiloxane and binder composition in the form of a solution, a dispersion or emulsion, or a viscous mixture.
- UFD spray tips such as those available from ITW-Dynatec located at Henderson, Tenn.
- the polysiloxane may also be added prior to formation of the tissue sheet.
- the polysiloxanes of the present invention may be added to pulp fibers by any method known in the art to form polysiloxane pretreated pulp fibers. Such treatments may include when the pulp fibers are suspended in water or added to the pulp fibers at the pulp mill.
- One method is to add the polysiloxane to the pulp fibers at the pulp mill after formation of the pulp sheet to form a dried pulp sheet containing polysiloxane as described in co-pending U.S. patent application Ser. No. 09/802,529 filed on Apr. 3, 2001 under the name Runge et al.
- Other methods of treating individualized pulp fibers with the polysiloxane are possible.
- comminuted or flash dried fibers may be entrained in an air stream combined with an aerosol or spray of the polysiloxane to treat individual pulp fibers prior to incorporation into the tissue sheet.
- Other embodiments involving secondary processes may be utilized with the present invention. Examples of such processes include, but are not limited to:
- the dried polysiloxane pretreated pulp fiber is mixed with water to form at least one pulp fiber slurry of the polysiloxane pretreated pulp fiber wherein the polysiloxane may be retained by the individual pulp fibers coated with polysiloxane.
- Non-treated pulp fibers may also be added to the pulp fiber slurry comprising the polysiloxane pretreated pulp fibers.
- At least one additional pulp fiber slurries may be prepared using non-treated pulp fibers in the same manner as the pulp fiber slurry comprising polysiloxane pretreated pulp fibers.
- a pulp fiber slurry comprising the polysiloxane pre-treated pulp fibers and at least one pulp fiber slurry comprising non-treated pulp fibers may be passed to a stratified headbox.
- the pulp fiber slurries may be deposited from the stratified headbox onto a moving wire or belt, wherein the pulp fiber slurry comprising the polysiloxane pre-treated pulp fibers may be directed to at least one of the outside layers of the stratified headbox.
- the pulp fiber slurries are deposited to form a wet layered tissue sheet 12 wherein the polysiloxane pretreated pulp fibers may comprise at least one of the outer layers of the wet tissue sheet 12 (such as outer layers 14 and/or 16 as shown in FIG.
- the wet tissue sheet may be dewatered, dried, and processed to form a dried tissue sheet 12 .
- the dried tissue sheet 12 may be converted into a tissue product 10 .
- the tissue sheet 12 to be treated may be made by any method known in the art.
- the tissue sheet 12 may be wetlaid, such as a tissue sheet formed with known papermaking techniques wherein a dilute aqueous fiber slurry is disposed on a moving wire to filter out the fibers and form an embryonic tissue sheet which is subsequently dewatered by combinations of units including suction boxes, wet presses, dryer units, and the like. Examples of known dewatering and other operations are given in U.S. Pat. No. 5,656,132, issued on Aug. 12, 1997 to Farrington, Jr. et al. Capillary dewatering may also be applied to remove water from the tissue sheet, as disclosed in U.S. Pat. No. 5,598,643, issued on Feb.
- tissue sheets 12 that are pattern densified or imprinted, such as the webs disclosed in any of the following U.S. patents: U.S. Pat. No. 4,514,345, issued on Apr. 30, 1985 to Johnson et al.; U.S. Pat. No. 4,528,239, issued on Jul. 9, 1985 to Trokhan; U.S. Pat. No. 5,098,522, issued on Mar. 24, 1992; U.S. Pat. No. 5,260,171, issued on Nov.
- Such imprinted tissue sheets 12 may have a network of densified regions that have been imprinted against a drum dryer by an imprinting fabric, and regions that are relatively less densified (e.g., “domes” in the tissue sheet) corresponding to deflection conduits in the imprinting fabric, wherein the tissue sheet 12 superposed over the deflection conduits was deflected by an air pressure differential across the deflection conduit to form a lower-density pillow-like region or dome in the tissue sheet 12 .
- regions that are relatively less densified e.g., “domes” in the tissue sheet
- drying operations may be useful in the manufacture of the tissue products 10 of the present invention.
- drying methods include, but are not limited to, drum drying, through drying, steam drying such as superheated steam drying, displacement dewatering, Yankee drying, infrared drying, microwave drying, radiofrequency drying in general, and impulse drying, as disclosed in U.S. Pat. No. 5,353,521, issued on Oct. 11, 1994 to Orloff and U.S. Pat. No. 5,598,642, issued on Feb. 4, 1997 to Orloff et al., the disclosures of both which are herein incorporated by reference to the extent that they are non-contradictory herewith.
- Other drying technologies may be used, such as methods employing differential gas pressure include the use of air presses as disclosed U.S.
- Optional chemical additives may also be added to the aqueous pulp fiber slurries of the present invention and/or to the embryonic tissue sheet 12 to impart additional benefits to the tissue product 10 and process and are not antagonistic to the intended benefits of the present invention.
- the following chemical additives are examples of additional chemical treatments that may be applied to the tissue sheets 12 comprising the polysiloxane pretreated pulp fibers or with the polysiloxane, synthetic co-polymers, and/or polysiloxane and binder composition.
- the chemical additives are included as examples and are not intended to limit the scope of the present invention. Such chemical additives may be added at any point in the papermaking process, before or after the formation of the tissue sheet 12 .
- the chemical additives may also be added with the polysiloxane during the pretreatment of pulp fibers thereby forming the polysiloxane pretreated pulp fibers, therefore the chemical additives may be added in conjunction with the polysiloxane pretreated pulp fibers.
- the chemical additives may be added at any point in the tissue making process, before, after, or concurrent with the addition of the polysiloxane, the synthetic co-polymers, and/or the polysiloxane and binder composition of the present invention as well.
- the chemical additives may be blended directly with the polysiloxane, the synthetic co-polymers, and/or the polysiloxane and binder composition.
- the chemical additives may be applied to the pulp fibers during the pulping process that are not pretreated with polysiloxane, thus non-treated pulp fibers.
- the optional chemical additives may be employed in specific layers of the tissue sheet 12 or may be employed throughout the tissue sheet 12 as broadly known in the art.
- strength agents may be applied only to the layer of the tissue sheet 12 comprising softwood pulp fibers and/or bulk debonders may be applied only to the layer of the tissue sheet 12 comprising hardwood pulp fibers. While significant migration of the chemical additives into the other untreated layers of the tissue sheet 12 may occur, benefits may be further realized than when the chemical additives are applied to all layers of the tissue sheet 12 on an equal basis.
- Such layering of the optional chemical additives may be useful in the present invention.
- Charge promoters and control agents are commonly used in the papermaking process to control the zeta potential of the papermaking furnish in the wet end of the process. These species may be anionic or cationic, most usually cationic, and may be either naturally occurring materials such as alum or low molecular weight high charge density synthetic polymers typically of molecular weight less than 500,000. Drainage and retention aids may also be added to the furnish to improve formation, drainage and fines retention. Included within the retention and drainage aids are microparticle systems containing high surface area, high anionic charge density materials.
- wet and dry strength agents may also be applied to the tissue sheet 12 .
- wet strength agents are materials used to immobilize the bonds between pulp fibers in the wet state.
- the means by which pulp fibers are held together in tissue sheets and tissue products involve hydrogen bonds and sometimes combinations of hydrogen bonds and covalent and/or ionic bonds.
- the wet state usually will mean when the tissue sheet or tissue product is largely saturated with water or other aqueous solutions, but could also mean significant saturation with body fluids such as urine, blood, mucus, menses, runny bowel movement, lymph and other body exudates.
- any material that when added to a tissue sheet or tissue product results in providing the tissue sheet or tissue product with a mean wet geometric tensile strength:dry geometric tensile strength ratio in excess of 0.1 will, for purposes of the present invention, be termed a wet strength agent.
- these materials are termed either as permanent wet strength agents or as “temporary” wet strength agents.
- the permanent wet strength agents will be defined as those resins which, when incorporated into tissue sheets or tissue products, will provide a tissue product that retains more than about 50% of its original wet strength after being saturated with water for a period of at least five minutes.
- Temporary wet strength agents are that provide a tissue product that retains less than about 50% of its original wet strength after being saturated with water for five minutes. Both classes of material may find application in the present invention.
- the amount of wet strength agent that may be added to the pulp fibers may be about 0.1 dry weight percent or greater, more specifically about 0.2 dry weight percent or greater, and still more specifically from about 0.1 to about 3 dry weight percent, based on the dry weight of the pulp fibers.
- Permanent wet strength agents will provide a more or less long-term wet resilience to the structure of a tissue sheet or tissue product.
- the temporary wet strength agents will typically provide tissue sheet or tissue product structures that had low density and high resilience, but would not provide a structure that had long-term resistance to exposure to water or body fluids.
- Temporary wet strength additives may be cationic, nonionic or anionic.
- Examples of such temporary wet strength additives include PAREZTM 631 NC and PAREZ® 725 temporary wet strength resins that are cationic glyoxylated polyacrylamides available from Cytec Industries, located at West Paterson, N.J. These and similar resins are described in U.S. Pat. No. 3,556,932, issued on Jan. 19, 1971 to Coscia et al. and U.S. Pat. No. 3,556,933, issued on Jan. 19, 1971 to Williams et al. Hercobond 1366, manufactured by Hercules, Inc. located at Wilmington, Del.
- cationic glyoxylated polyacrylamide is another commercially available cationic glyoxylated polyacrylamide that may be used with the present invention.
- temporary wet strength additives include dialdehyde starches such as Cobond 1000 commercially available from National Starch and Chemical Company and other aldehyde containing polymers such as those described in U.S. Pat. No. 6,224,714, issued on May 1, 2001 to Schroeder et al.; U.S. Pat. No. 6,274,667, issued on Aug. 14, 2001 to Shannon et al.; U.S. Pat. No. 6,287,418, issued on Sep. 11, 2001 to Schroeder et al.; and, U.S. Pat. No. 6,365,667, issued on Apr. 2, 2002 to Shannon et al., the disclosures of all of which are herein incorporated by reference to the extent that they are non-contradictory herewith.
- Permanent wet strength agents comprising cationic oligomeric or polymeric resins may be used in the present invention.
- Polyamide-polyamine-epichlorohydrin type resins such as KYMENE 557H sold by Hercules, Inc. located at Wilmington, Del. are the most widely used permanent wet-strength agents and are suitable for use in the present invention.
- Such materials have been described in the following U.S. Pat. No. 3,700,623, issued on Oct. 24, 1972 to Keim; U.S. Pat. No. 3,772,076, issued on Nov. 13, 1973 to Keim; U.S. Pat. No. 3,855,158, issued on Dec. 17, 1974 to Petrovich et al.; U.S. Pat. No.
- cationic resins include polyethylenimine resins and aminoplast resins obtained by reaction of formaldehyde with melamine or urea. Permanent and temporary wet strength resins may be used together in the manufacture of tissue sheets and tissue products with such use being recognized as falling within the scope of the present invention.
- Dry strength resins may also be applied to the tissue sheet without affecting the performance of the disclosed polysiloxanes of the present invention.
- Such materials may include, but are not limited to, modified starches and other polysaccharides such as cationic, amphoteric, and anionic starches and guar and locust bean gums, modified polyacrylamides, carboxymethylcellulose, sugars, polyvinyl alcohol, chitosan, and the like.
- Such dry strength additives are typically added to the pulp fiber slurry prior to the formation of the tissue sheet or as part of the creping package.
- debonders and softening chemistries may include the simple quaternary ammonium salts having the general formula (R 1 + ) 4 ⁇ b —N + —(R 1 + ) b X ⁇ wherein R 1 + is a C 1 - 6 alkyl group, R 1 + is a C 14 -C 22 alkyl group, b is an integer from 1 to 3 and X ⁇ is any suitable counterion.
- Additional softening compositions include cationic oleyl imidazoline materials such as methyl-1-oleyl amidoethyl-2-oleyl imidazo linium methylsulfate commercially available as Mackernium CD-183 from McIntyre Ltd., located in University Park, Ill. and Prosoft TQ-1003 available from Hercules, Inc.
- Such softeners may also incorporate a humectant or a plasticizer such as a low molecular weight polyethylene glycol (molecular weight of about 4,000 daltons or less) or a polyhydroxy compound such as glycerin or propylene glycol.
- a humectant or a plasticizer such as a low molecular weight polyethylene glycol (molecular weight of about 4,000 daltons or less) or a polyhydroxy compound such as glycerin or propylene glycol.
- a plasticizer such as a low molecular weight polyethylene glycol (molecular weight of about 4,000 daltons or less) or a polyhydroxy compound such as glycerin or propylene glycol.
- These softeners may be applied to the pulp fibers while in a pulp fiber slurry prior to the formation of a tissue sheet to aid in bulk softness.
- Additional bulk softening agents suitable for addition to the slurry of pulp fibers include cationic polysiloxanes such as
- tissue sheet Additional types include, but is not limited to, absorbency aids usually in the form of cationic, anionic, or non-ionic surfactants, humectants and plasticizers such as low molecular weight polyethylene glycols and polyhydroxy compounds such as glycerin and propylene glycol.
- absorbency aids usually in the form of cationic, anionic, or non-ionic surfactants
- humectants and plasticizers such as low molecular weight polyethylene glycols and polyhydroxy compounds such as glycerin and propylene glycol.
- Materials that supply skin health benefits such as mineral oil, aloe extract, vitamin e and the like may also be incorporated into the tissue sheet.
- the polysiloxane pretreated pulp fibers of the present invention may be used in conjunction with any known materials and chemical additives that are not antagonistic to their intended use.
- materials include, but are not limited to, odor control agents, such as odor absorbents, activated carbon fibers and particles, baby powder, baking soda, chelating agents, zeolites, perfumes or other odor-masking agents, cyclodextrin compounds, oxidizers, and the like.
- Superabsorbent particles, synthetic fibers, or films may also be employed. Additional options include cationic dyes, optical brighteners, humectants, emollients, and the like.
- a wide variety of other materials and chemical additives known in the art of tissue-making production may be included in the tissue sheets of the present invention.
- the application point for these materials and chemical additives is not particularly relevant to the invention and such materials and chemical additives may be applied at any point in the tissue manufacturing process. This includes pre-treatment of pulp, application in the wet end of the process, post-treatment after drying but on the tissue machine and topical post-treatment.
- X-ray photoelectron spectroscopy is a method used to analyze certain elements lying on the surface of a material. Sampling depth is inherent to XPS. Although the x-rays can penetrate the sample microns, only those electrons that originate at the outer ten Angstroms below the solid surface can leave the sample without energy loss. It is these electrons that produce the peaks in XPS. The electrons that interact with the surrounding atoms as they escape the surface form the background signal.
- the sampling depth is defined as 3 times the inelastic mean free path (the depth at which 95% of the photoemission takes place), and is estimated to be 50-100 angstroms. The mean free path is a function of the energy of the electrons and the material that they travel through.
- the flux of photoelectrons that come off the sample, collected, and detected is elemental and instrumental dependant. It is not overly critical to the results as herein expressed.
- the atomic sensitivity factors are various constants for each element that account for these variables.
- the atomic sensitivity factors are supplied with the software from each XPS instrument manufacturer. Those skilled in the art will understand the need to use the set of atomic sensitivity factors designed for their instrument.
- the atomic sensitivity factor (S) is defined by the equation:
- Atomic concentrations are determined by the following equation:
- Ix peak intensity of photoelectron of element x
- Sx atomic sensitivity factor for photoelectron of element x
- the relative surface concentration and z-directional polysiloxane gradient of the polysiloxanes on the tissue samples was determined by x-ray photoelectron spectroscopy (XPS) using a Fisions M-Probe spectrometer equipped with monochromatic Al K ⁇ x-rays, as reported in Surface Interface Analysis, vol 10, pages 36-47 (1987).
- XPS x-ray photoelectron spectroscopy
- tissue sheets were prepared for each code and placed in a successive fashion to form a stack of polysiloxane pretreated pulp fiber tissue sheets.
- the stack of polysiloxane pretreated pulp fiber tissue sheets was wrapped in aluminum foil for storage until the polysiloxane pretreated pulp fiber tissue sheets could be analyzed.
- Samples were prepared from a single sheet of material obtained from the center of stack. A center sheet was chosen to prevent the possibility of smearing of the silicone treatment or cross-contamination with the packaging.
- a ca. 1 cm ⁇ 1 cm representative section was cut from the center of a selected sheet. The 1 cm ⁇ 1 cm section was divided in half. The outer fibers were analyzed from one half and the opposite side was analyzed from the second half.
- Each section of tissue was mounted to a sample holder using a silicone free double sided tape such as ScotchTM Brand Double Stick Tape.
- the mounted samples were placed in the introduction chamber and allowed to pump down to at least 1 ⁇ 10 4 torr prior to moving them into the analyzing chamber. Prior to analysis, the base pressure in the analysis chamber was allowed to reach 1.0 ⁇ 10 ⁇ 7 torr or less.
- the polydimethyl siloxane content on the pulp fiber substrates was determined using the following procedure. A sample containing dimethyl siloxane is placed in a headspace vial, boron trifluoride reagent is added, and the vial sealed. After reacting for about fifteen minutes at about 100° C., the resulting Diflourodimethyl siloxane in the headspace of the vial is measured by gas chromatography using an FID detector.
- the gas chromatograph was equipped with a Hewlett-Packard headspace autosampler, HP-7964 and set up at the following conditions: Bath Temperature: 100° C. Loop Temperature: 110° C. Transfer Line 120° C. GC Cycle Time: 25 minutes Temperature: Vial Equilibrium 15 minutes Pressurize Time: 0.2 minutes Time: Loop Fill Time: 0.2 minutes Loop Equil. Time 0.05 minutes Inject Time: 1.0 minute Vial Shake: 1 (Low)
- Carrier gas Helium
- a stock solution containing approximately 5000 ⁇ g/ml polydimethyl siloxane was prepared in the following manner. Approximately 1.25 grams of the polydimethyl siloxane emulsion is weighed to the nearest 0.1 mg into a 250-mi volumetric flask. The actual weight (represented as X) is recorded. Distilled water is added and the flask swirled to dissolve/disperse the emulsion. When dissolved/dispersed, the emulsion is diluted to volume with water and mixed. The ppm of the polysiloxane emulsion (represented as Y) is calculated from the following equation:
- the Calibration Standards are made to bracket the target concentration by adding 0 (blank), 50, 100, 250, and 500 ⁇ L of the Stock Solution (the volume in uL V c recorded) to successive 20 mL headspace vials containing 0.1 ⁇ 0.001 grams of an untreated control tissue sheet.
- the solvent is evaporated by placing the headspace vials in an oven at a temperature ranging between about 60 to about 70° C. for 15 minutes.
- the ⁇ g of emulsion (represented as Z) for each calibration standard is calculated from the following equation:
- the calibration standards are then analyzed according to the following procedure: 0.100 ⁇ 0.001 g sample of a tissue sheet is weighed to the nearest 0.1 mg into a 20-ml headspace vial. The sample weight (represented as W s ) in mg is recorded. The amount of tissue sheet taken for the standards and samples must be the same.
- the sealed vials are placed in the headspace autosampler and analyzed using the conditions described previously, injecting 1 mL of the headspace gas from each tissue sheet sample and calibration standard.
- a calibration curve of ⁇ g emulsion versus analyte peak area is prepared.
- the analyte peak area of the tissue sheet sample is then compared to the calibration curve and amount of polydimethylsiloxane emulsion (represented as (A)) in ⁇ g on the tissue sheet determined.
- the basis weight and bone dry basis weight of the tissue sheet specimens was determined using a modified TAPPI T410 procedure. As is basis weight samples were conditioned at 23° C. ⁇ 1° C. and 50+2% relative humidity for a minimum of 4 hours. After conditioning a stack of 16-3′′ ⁇ 3′′ samples was cut using a die press and associated die. This represents a tissue sheet sample area of 144 in 2 . Examples of suitable die presses are TMI DGD die press manufactured by Testing Machines, Inc. located at Islandia, N.Y., or a Swing Beam testing machine manufactured by USM Corporation, located at Wilmington, Mass. Die size tolerances are +/ ⁇ 0.008 inches in both directions. The specimen stack is then weighed to the nearest 0.001 gram on a tared analytical balance. The basis weight in pounds per 2880 ft 2 is then calculated using the following equation:
- the bone dry basis weight is obtained by weighing a sample can and sample can lid to the nearest 0.001 grams (this weight is A).
- the sample stack is placed into the sample can and left uncovered.
- the uncovered sample can and stack along with sample can lid is placed in a 105° C. ⁇ 2° C. oven for a period of 1 hour ⁇ 5 minutes for sample stacks weighing less than 10 grams and at least 8 hours for sample stacks weighing 10 grams or greater.
- the sample can lid is placed on the sample can and the sample can removed from the oven.
- the sample can is allowed to cool to approximately ambient temperature but no more than 10 minutes.
- the sample can, sample can lid, and sample stack are then weighed to the nearest 0.001 gram (this weight is C).
- the bone dry basis weight in pounds/2880 ft 2 is calculated using the following equation:
- Bone Dry BW ( C ⁇ A )/454*2880
- the Geometric Mean Tensile (GMT) strength test results are expressed as grams-force per 3 inches of sample width.
- GMT is computed from the peak load values of the MD (machine direction) and CD (cross-machine direction) tensile curves, which are obtained under laboratory conditions of 23.0° C. ⁇ 1.0° C., 50.0 ⁇ 2.0% relative humidity, and after the tissue sheet has equilibrated to the testing conditions for a period of not less than four hours. Testing is conducted on a tensile testing machine maintaining a constant rate of elongation, and the width of each specimen tested was 3 inches.
- the “jaw span” or the distance between the jaws, sometimes referred to as gauge length, is 2.0 inches (50.8 mm).
- the crosshead speed is 10 inches per minute (254 mm/min.)
- a load cell or full-scale load is chosen so that all peak load results fall between 10 and 90 percent of the full-scale load.
- the results described herein were produced on an Instron 1122 tensile frame connected to a Sintech data acquisition and control system utilizing IMAP software running on a “486 Class” personal computer. This data system records at least 20 load and elongation points per second. A total of 10 specimens per sample are tested with the sample mean being used as the reported tensile value.
- the geometric mean tensile is calculated from the following equation:
- each sample was measured by abrading the tissue specimens via the following method. This test measures the resistance of a material to an abrasive action when the material is subjected to a horizontally reciprocating surface abrader.
- the equipment and method used is similar to that described in U.S. Pat. No. 4,326,000, issued on Apr. 20, 1982 to Roberts, Jr. and assigned to the Scott Paper Company, the disclosure of which is herein incorporated by reference to the extent that it is non-contradictory herewith. All tissue sheet samples were conditioned at 23° C. ⁇ 1° C. and 50 ⁇ 2% relative humidity for a minimum of 4 hours.
- FIG. 4 is a schematic diagram of the test equipment. Shown is the abrading spindle or mandrel 55 , a double arrow 56 showing the motion of the mandrel 55 , a sliding clamp 7 , a slough tray 58 , a stationary clamp 59 , a cycle speed control 50 , a counter 51 , and start/stop controls 62 .
- the abrading spindle 55 consists of a stainless steel rod, 0.5′′ in diameter with the abrasive portion consisting of a 0.005′′ deep diamond pattern knurl extending 4.25′′ in length around the entire circumference of the rod.
- the abrading spindle 55 is mounted perpendicularly to the face of the instrument 53 such that the abrasive portion of the abrading spindle 55 extends out its entire distance from the face of the instrument 53 .
- On each side of the abrading spindle 55 is located a pair of clamps 57 and 59 , one movable 57 and one fixed 59 , spaced 4′′ apart and centered about the abrading spindle 55 .
- the movable clamp 57 (weighing approximately 102.7 grams) is allowed to slide freely in the vertical direction, the weight of the movable clamp 57 providing the means for insuring a constant tension of the tissue sheet sample over the surface of the abrading spindle 55 .
- tissue sheet sample specimens are cut into 3′′ ⁇ 0.05′′ wide ⁇ 7′′ long strips (note: length is not critical as long as specimen can span distance so as to be inserted into the clamps A & B).
- length is not critical as long as specimen can span distance so as to be inserted into the clamps A & B).
- the MD direction corresponds to the longer dimension.
- Each tissue sheet sample is weighed to the nearest 0.1 mg.
- One end of the tissue sheet sample is clamped to the fixed clamp 59 , the sample then loosely draped over the abrading spindle or mandrel 55 and clamped into the sliding clamp 57 .
- the entire width of the tissue sheet sample should be in contact with the abrading spindle 55 .
- the sliding clamp 57 is then allowed to fall providing constant tension across the abrading spindle 55 .
- the abrading spindle 55 is then moved back and forth at an approximate 15 degree angle from the centered vertical centerline in a reciprocal horizontal motion against the tissue sheet sample for 20 cycles (each cycle is a back and forth stroke), at a speed of 170 cycles per minute, removing loose fibers from the surface of the tissue sheet sample. Additionally the spindle rotates counter clockwise (when looking at the front of the instrument) at an approximate speed of 5 RPMs.
- the tissue sheet sample is then removed from the jaws 57 and 59 and any loose fibers on the surface of the tissue sheet sample are removed by gently shaking the tissue sheet sample.
- the tissue sheet sample is then weighed to the nearest 0.1 mg and the weight loss calculated. Ten tissue sheet specimen per sample are tested and the average weight loss value in mg recorded. The result for each tissue sheet sample was compared with a control sample containing no chemicals. Where a 2-layered tissue sheet sample is measured, placement of the tissue sheet sample should be such that the hardwood portion is against the abrading surface.
- the term “caliper” as used herein is the thickness of a single tissue sheet, and may either be measured as the thickness of a single tissue sheet or as the thickness of a stack of ten tissue sheets and dividing the ten tissue sheet thickness by ten, where each sheet within the stack is placed with the same side up. Caliper is expressed in microns. Caliper was measured in accordance with TAPPI test methods T402 “Standard Conditioning and Testing Atmosphere For Paper, Board, Pulp Handsheets and Related Products” and T411 om-89 “Thickness (caliper) of Paper, Paperboard, and Combined Board” optionally with Note 3 for stacked tissue sheets.
- the micrometer used for carrying out T411 om-89 is a Bulk Micrometer (TMI Model 49-72-00, Amityville, N.Y.) or equivalent having an anvil diameter of 4 ⁇ fraction (1/16) ⁇ inches (103.2 millimeters) and an anvil pressure of 220 grams/square inch (3.3 g kilo Pascals).
- Softness of tissue sheets and/or tissue products is determined from sensory panel testing.
- the testing is performed by trained panelists who rub the formed tissue sheets and/or tissue products and compare the softness attributes of the tissue sheets and/or tissue products to the same softness attributes of high and low softness control standards. After comparing these characteristics to the standards, the panelists assign a value for each of the tissue sheets' and/or tissue products' softness attributes. From these values an overall softness of the tissue sheets and/or tissue products determined on a scale from 1 (least soft) to 16 (most soft). The higher the number, the softer the tissue sheet and/or tissue product. In general, a difference of less than 0.5 in the panel softness value is not statistically significant.
- Sensory softness is an assessment of tissue sheet in-hand feel softness. This panel is lightly trained so as to provide assessments closer to those a consumer might provide. The strength lies in its generalizability to the consumer population. This softness measure is employed when the purpose is to obtain a holistic overview of attributes of the tissue sheets and to determine if differences in the tissue sheets are humanly perceivable.
- the sensory softness data results are analyzed using a Freidman Two-Way Analysis of Variance (ANOVA) by Ranks.
- ANOVA Freidman Two-Way Analysis of Variance
- This analysis is a non-parametric test used for ranking data. The purpose is to determine if there is a difference between different experimental treatments. If there is not a ranking difference between the different experimental treatments, it is reasoned that the median response for one treatment is not statistically different than the median response of the other treatment, or any difference is caused by chance.
- Sensory softness is assessed by between 10 to 12 panelists applying a rank order paradigm with no replications. For each individual attribute, approximately 24-72 data points are generated. A maximum of six codes may be ranked at one time. More codes may be assessed in multiple studies provided a control code is used in each study to provide a common reference if codes are to be compared across multiple studies.
- Sensory softness is employed when it is desirable to obtain a holistic assessment of softness or to determine if sample differences are humanly perceivable. This panel is gently trained to provide assessments closer to those a consumer might provide. Sensory softness is useful for obtaining a read as to whether a sample change is humanly detectable and/or affects the softness perception.
- the data from the (IHR) is presented in rank format. Therefore, the data may be used to make relative comparisons within a study as a sample's ranking is dependent upon the samples it is ranked with. Test comparisons may be made across multiple studies as long at least one sample is tested in all the studies. A control code is also used to provide a link across multiple studies.
- Panel slough determines the tissue's slough performance of the tissue sheet in a simulated use setting.
- a group of highly trained panelists is used to provide slough information on tissue sheets, such as bath and facial products. Specific procedures are used for tissue sheets with the objective to select the tissue sheet with the most tissue particles (rolls, cigars) remaining on the tissue sheet. The analysis is in the form of a paired comparison.
- Panel slough data is analyzed using a binomial analysis for paired-comparison data.
- a higher frequency count on any given attribute is indicative of higher discriminating ability. While this does not provide a measure of intensity, it does represent the frequency of how often a code of tissue sheets was chosen as having more of a given attribute than the other codes of tissue sheets it was compared against.
- 10 to 12 panelists evaluate tissue sheets in a paired-comparison paradigm with 2-4 replications, depending on the number of submitted tissue sheet test codes.
- Aggregated frequency data is analyzed through the use of a binomial procedure. For each individual attribute, approximately 48-756 data points are generated.
- Panel slough testing has the ability to provide realism as to the context in which a tissue product made from a tissue sheet is consumed. Differences not detectable by the panel slough testing are found generally not be detectable by the general population.
- Bath tissue product is specifically tested according to the following procedure.
- Four continuous bath tissue sheets are removed from the test bath tissue product.
- the tissue sheet is folded in half at the perforation, with the Topside of the tissue sheet facing out.
- the tissue sheet is folded in half again. This procedure is repeated with the other sample of the tissue sheet.
- the fold tissue sheets are placed on the testing surface with folded side toward the tester. The edges of the tissue sheets are held down with one hand. Using the side of the thumb, the center of the tissue sheet is wiped in a circular motion for 5 complete rotations. This procedure is replicated for the second sample of the tissue sheet. The amount of tissue particles (rolls, cigars) remaining on the surface of each tissue sheet is evaluated.
- Facial tissue product is specifically tested according to the following procedure.
- One tissue sheet of each test facial tissue product is removed.
- the tissue sheet is wrapped around the index and middle finger of the dominant hand, using only one layer of the tissue sheet.
- the tissue sheet is wiped on the outer forearm of the non-dominant arm, covering an area the size of a quarter. Angle wipes toward your body using a back and forth motion for three complete wipes. Repeat this procedure with the other sample of the tissue sheet. Using a black background as a backdrop, the arm is viewed and the amount of tissue particles (rolls, cigars) remaining on the surface of each tissue sheet is evaluated.
- Examples 1 to 3 illustrate topical application via dual offset rotogravure printing of compatible cationic low Tg synthetic co-polymers with an amino functional polysiloxane (polysiloxane and binder compositions) to create tissue sheets demonstrating reduced z-directional polysiloxane penetration. Improved or equivalent softness of tissue sheets treated with these cationic low Tg synthetic co-polymers and amino functional polysiloxane (polysiloxane and binder compositions) at lower levels of polysiloxane and/or polysiloxane and binder compositions.
- the gravure rolls used were electronically engraved, chrome over copper rolls supplied by Southern Graphics Systems, located at Louisville, Ky.
- the gravure rolls had a line screen of 360 cells per lineal inch and a volume of 1.25 Billion Cubic Microns (BCM) per square inch of the gravure roll surface.
- Typical cell dimensions for the gravure roll were 65 microns in length, 110 microns in width, and 13 microns in depth.
- the rubber backing offset applicator rolls were a 75 Shore A durometer cast polyurethane supplied by American Roller Company, located at Union Grove, Wis. The process was set up to a condition having about 0.375 inch interference between the gravure rolls and the rubber backing rolls and about 0.003 inch clearance between the facing rubber backing rolls.
- the simultaneous offset/offset gravure printer was run at a speed of about 200 feet per minute. This process yielded an add-on level of about 1.0 weight percent total solids add-on based on a 39 g/m 2 basis weight tissue sheet. The total polysiloxane add-on per ply (tissue sheet) was about 1.5%.
- Example 1 is a control tissue product having high z-directional polysiloxane penetration.
- the tissue product is a three ply creped tissue product having a finished basis weight of 39 g/m 2 (13 g/m 2 per ply), and a furnish consisting of about 65 percent hardwood kraft pulp fibers and about 35 percent softwood kraft pulp fibers, was printed on both sides with a modified polysiloxane aqueous emulsion (Y-14344 manufactured by Crompton Corporation, located at Greenwich, Conn.) via a simultaneous offset rotogravure printing process.
- Y-14344 manufactured by Crompton Corporation, located at Greenwich, Conn.
- the modified polysiloxane aqueous emulsion contained about 35 weight percent of an amino-modified polysiloxane, about 57 weight percent water, about 6 weight percent emulsifiers, about 0.75 weight percent of a biocide package and a small amount of a buffering agent to adjust the pH of the final emulsion to within the range of about 6.5 to about 7.5.
- the finished layered tissue sheet was then converted into a 2K-C ply c-folded tissue product with the dryer side layer of each tissue sheet (ply) facing outward.
- the tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance.
- the atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 16.9% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 15.8% Si, thereby resulting in a % z-directional polysiloxane gradient of about 6.8%.
- Example 2 illustrates the use of a polysiloxane compatible cationic acrylate synthetic co-polymer in conjunction with the polysiloxane of Example 1 to reduce the z-directional polysiloxane penetration within a tissue sheet and/or tissue product.
- Equal volumes of the polysiloxane emulsion of Example 1 and an aqueous dispersion of a cationic synthetic co-polymer containing 80 mole % n-butyl acrylate and 20 mole % [2(methacryloyloxy)ethyl] trimethyl ammonium chloride were blended together.
- the cationic synthetic co-polymer was made via a solvent polymerization/aqueous exchange process and was delivered as a 25% solids dispersion in water. No other solvents or surfactants were present in the cationic synthetic co-polymer dispersion.
- the polysiloxane emulsion and cationic synthetic co-polymer composition (polysiloxane and binder composition) was allowed to stir for about 30 minutes under low shear using a standard mechanical mixer and the polysiloxane and binder composition was then applied to the tissue sheet in accordance with the procedure in Example 1.
- the finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet (ply) facing outward.
- the tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance.
- the atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 10.4% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 7.% Si, thereby resulting in a % z-directional polysiloxane gradient of about 32.7%.
- Example 3 illustrates the use of a polysiloxane compatible cationic acrylate synthetic co-polymer in conjunction with the polysiloxane of Example 1 to reduce the z-directional polysiloxane penetration of the tissue sheet and/or tissue product.
- Equal volumes of the polysiloxane emulsion of Example 1 and an aqueous dispersion of a cationic synthetic co-polymer containing 80 mole % n-butyl acrylate and 20 mole % [2(methacryloyloxy)ethyl] trimethylammonium methyl sulfate were blended together.
- the cationic synthetic co-polymer was made via a solvent polymerization/aqueous exchange process and was delivered as a 25% solids dispersion in water. No other solvents or surfactants were present in the cationic synthetic co-polymer dispersion.
- the polysiloxane emulsion and cationic synthetic co-polymer composition (polysiloxane and binder composition) was allowed to stir for about 30 minutes under low shear using a standard mechanical mixer and the polysiloxane and binder composition was then applied to the tissue sheet in accordance with the procedure in Example 1.
- the finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet (ply) facing outward.
- the tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance.
- the atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 11.9% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 7.7% Si, thereby resulting in a % z-directional polysiloxane gradient of about 34.7%.
- Examples 4 to 10 illustrate the use of polysiloxane pretreated pulp fibers to make tissue sheets and/or tissue products having reduced z-directional polysiloxane penetration.
- the polysiloxane pretreated pulp fibers were made in general accordance with the following procedure. Fully bleached eucalyptus kraft pulp fibers were prepared into a slurry having a pH value of about 4.5. The eucalyptus kraft pulp fiber slurry was formed into a fibrous web having a basis weight of about 900 g/m 2 . The fibrous web was pressed and dried to about 85% solids.
- the amount of polysiloxane applied to the fibrous web was about 1.5% by weight of total bone dry pulp fiber in the fibrous web.
- the fibrous web was then dried further to about 95% solids or greater before being processed into rolls or bales.
- the amount of polysiloxane on the eucalyptus kraft pulp fibers was determined in accordance with the analytical gas chromatography method described above.
- Example 4 illustrates the preparation of a 2-layered soft tissue control sheet comprising non-treated pulp fiber (pulp fiber not treated with polysiloxane).
- the tissue sheet was manufactured according to the following procedure. About 60 pounds of non-treated eucalyptus hardwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a non-treated eucalyptus hardwood kraft pulp fiber slurry having a consistency of about 3%. The non-treated eucalyptus hardwood kraft pulp fiber slurry was then transferred to a machine chest and diluted to a consistency of about 0.75%.
- a cationic oleyl imidazoline debonder Prosoft TQ-1003 commercially available from Hercules, Inc., was added to the non-treated eucalyptus hardwood kraft pulp fiber slurry at a rate of about 5 pounds per metric ton of dried eucalyptus kraft pulp fiber.
- Kymene 6500 a commercially available PAE wet strength resin from Hercules, Inc., was added to both the non-treated eucalyptus hardwood kraft pulp fibers and northern softwood kraft pulp fiber slurries in the machine chest at a rate of about 8 pounds of dry chemical per ton of dry pulp fiber.
- the stock pulp fiber slurries were further diluted to about 0.1 percent consistency prior to forming and deposited from a two layered headbox onto a fine forming fabric having a velocity of about 50 feet per minute to form a 17′′ wide tissue sheet.
- the flow rates of the stock pulp fiber slurries into the flow spreader were adjusted to give a target tissue sheet basis weight of about 12.7 gsm and a layer split of about 35% eucalyptus hardwood kraft pulp fibers in the dryer side layer and about 65% LL-19 northern softwood kraft pulp fibers in the felt side layer.
- the stock pulp fiber slurries were drained on the forming fabric, building a layered embryonic tissue sheet.
- the embryonic tissue sheet was transferred to a second fabric, a papermaking felt, before being further dewatered with a vacuum box to a consistency of between about 15 to about 25%.
- the embryonic tissue sheet was then transferred via a pressure roll to a steam heated Yankee dryer operating at a temperature of about 220° F. at a steam pressure of about 17 PSI.
- the dried tissue sheet was then transferred to a reel traveling at a speed about 30% slower than the Yankee dryer to provide a crepe ratio of about 1.3:1, thereby providing the layered tissue sheet.
- An aqueous creping composition was prepared containing about 0.635% by weight of polyvinyl alcohol (PVOH), available under the trade designation of Celvol 523 manufactured by Celanese, located at Dallas, Tex. (88% hydrolyzed with a viscosity of about 23 to about 27 cps. for a 6% solution at 20° C.) and 0.05% by weight of a PAE resin, available under the trade designation of Kymene 6500 from Hercules, Inc. All weight percentages are based on dry pounds of the chemical being discussed.
- PVOH polyvinyl alcohol
- the creping composition was prepared by adding the specific amount of each chemical to 50 gallons of water and mixing well.
- PVOH was obtained as a 6% aqueous solution and Kymene 557 as a 12.5% aqueous solution.
- the creping composition was then applied to the Yankee dryer surface via a spray boom at a pressure of about 60 psi at a rate of about 0.25 g solids/m 2 of product.
- the finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet facing outward.
- the tissue product was analyzed for sensory performance.
- Example 5 illustrates the use of polysiloxane pretreated pulp fibers in conjunction with non-treated pulp fibers to form a tissue product having a high z-directional polysiloxane gradient.
- the tissue was manufactured according to the following procedure. About 15 pounds, air dried basis weight, of polysiloxane pretreated eucalyptus hardwood kraft pulp fibers, comprising about 1.5% polysiloxane, and about 45 pounds of non-treated eucalyptus hardwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a polysiloxane pretreated eucalyptus hardwood kraft pulp fiber slurry having a consistency of about 3%.
- the polysiloxane pretreated eucalyptus hardwood kraft pulp fiber slurry was then transferred to a machine chest and diluted to a consistency of about 0.75%.
- a cationic oleyl imidazoline debonder, Prosoft TQ-1003 was added to the polysiloxane pretreated eucalyptus hardwood kraft pulp fibers at a rate of about 5 pounds per metric ton of dried eucalyptus kraft pulp fiber.
- Kymene 6500 a commercially available PAE wet strength resin from Hercules, Inc., was added to both the polysiloxane pretreated eucalyptus hardwood kraft pulp fiber and northern softwood kraft pulp fiber slurries in the machine chest at a rate of about 8 pounds of dry chemical per ton of dry pulp fiber.
- the stock pulp fiber slurries were further diluted to about 0.1 percent consistency prior to forming and deposited from a two layered headbox onto a fine forming fabric having a velocity of about 50 feet per minute to form a 17′′ wide tissue sheet.
- the flow rates of the stock pulp fiber slurries into the flow spreader were adjusted to give a target tissue sheet basis weight of about 12.7 gsm and a layer split of about 35% eucalyptus hardwood kraft pulp fibers in the dryer side layer and 65% LL-19 northern softwood kraft pulp fibers in the felt side layer.
- the stock pulp fiber slurries were drained on the forming fabric, building a layered embryonic tissue sheet.
- the embryonic tissue sheet was transferred to a second fabric, a papermaking felt, before being further dewatered with a vacuum box to a consistency of between about 15 to about 25%.
- the embryonic tissue sheet was then transferred via a pressure roll to a steam heated Yankee dryer operating at a temperature of about 220° F. at a steam pressure of about 17 PSI.
- the dried tissue sheet was then transferred to a reel traveling at a speed about 30% slower than the Yankee dryer to provide a crepe ratio of about 1.3:1, thereby providing the layered tissue sheet.
- An aqueous creping composition was prepared containing about 0.635% by weight of polyvinyl alcohol (PVOH), available under the trade designation of Celvol 523 manufactured by Celanese, located at Dallas, Tex., (88% hydrolyzed with a viscosity of about 23 to about 27 cps. for a 6% solution at 20° C.) and about 0.05% by weight of a PAE resin, available under the trade designation of Kymene 6500 from Hercules, Inc. All weight percentages are based on dry pounds of the chemical being discussed.
- PVOH polyvinyl alcohol
- the creping composition was prepared by adding the specific amount of each chemical to 50 gallons of water and mixing well.
- PVOH was obtained as a 6% aqueous solution and Kymene 557 as a 12.5% aqueous solution.
- the creping composition was then applied to the Yankee dryer surface via a spray boom at a pressure of about 60 psi at a rate of about 0.25 g solids/m 2 of product.
- the finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet facing outward.
- the tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance.
- the atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 5.1% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 1.7% Si, thereby resulting in a % z-directional polysiloxane gradient of about 66.7%.
- Example 6 illustrates another use of polysiloxane pretreated pulp fibers in conjunction with non-treated pulp fibers to form a tissue sheet and/or tissue product having a high z-directional polysiloxane gradient.
- the tissue sheet was manufactured according to the following procedure. About 54 pounds, air dried basis weight, of polysiloxane pretreated eucalyptus hardwood kraft pulp fibers, comprising about 1.5% polysiloxane and about 6 pounds of non-treated eucalyptus hardwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a polysiloxane pretreated eucalyptus hardwood kraft pulp fiber slurry having a consistency of about 3%.
- the polysiloxane pretreated eucalyptus hardwood kraft pulp fiber slurry was then transferred to a machine chest and diluted to a consistency of about 0.75%.
- Kymene 6500 a commercially available PAE wet strength resin from Hercules, Inc., was added to both the polysiloxane pretreated eucalyptus hardwood kraft pulp fiber and northern softwood kraft pulp fiber slurries in the machine chest at a rate of about 8 pounds of dry chemical per ton of dry pulp fiber.
- the stock pulp fiber slurries were further diluted to about 0.1 percent consistency prior to forming and deposited from a two layered headbox onto a fine forming fabric having a velocity of about 50 feet per minute to form a 17′′ wide tissue sheet.
- the flow rates of the stock pulp fiber slurries into the flow spreader were adjusted to give a target tissue sheet basis weight of about 12.7 gsm and a layer split of about 35% eucalyptus hardwood kraft pulp fibers in the dryer side layer and about 65% LL-19 northern softwood kraft pulp fibers in the felt side layer.
- the stock pulp fiber slurries were drained on the forming fabric, building a layered embryonic tissue sheet.
- the embryonic tissue sheet was transferred to a second fabric, a papermaking felt, before being further dewatered with a vacuum box to a consistency of between about 15 to about 25%.
- the embryonic tissue sheet was then transferred via a pressure roll to a steam heated Yankee dryer operating at a temperature of about 220° F. at a steam pressure of about 17 PSI.
- the dried tissue sheet was then transferred to a reel traveling at a speed about 30% slower than the Yankee dryer to provide a crepe ratio of about 1.3:1, thereby providing the layered tissue sheet.
- An aqueous creping composition was prepared containing about 0.635% by weight of polyvinyl alcohol (PVOH), available under the trade designation of Celvol 523 manufactured by Celanese, located at Dallas, Tex., (88% hydrolyzed with a viscosity of about 23 to about 27 cps. for a 6% solution at 20° C.) and about 0.05% by weight of a PAE resin, available under the trade designation of Kymene 6500 from Hercules, Inc. All weight percentages are based on dry pounds of the chemical being discussed.
- PVOH polyvinyl alcohol
- the creping composition was prepared by adding the specific amount of each chemical to 50 gallons of water and mixing well.
- PVOH was obtained as a 6% aqueous solution and Kymene 557 as a 12.5% aqueous solution.
- the creping composition was then applied to the Yankee dryer surface via a spray boom at a pressure of about 60 psi at a rate of about 0.25 g solids/m 2 of product.
- the finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet (ply) facing outward.
- the tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance.
- the atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 12.4% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 7.1% Si, thereby resulting in a % z-directional polysiloxane gradient of about 44%.
- the z-directional polysiloxane gradients of the codes in the Examples of the present invention were compared to the z-directional polysiloxane gradients of 2 commercially available polysiloxane 2-ply treated facial tissue products, Puffs ES and Kleenex Ultra Soft.
- the outside tissue sheets (plies) of each tissue products were analyzed.
- the tissue product was deplied and the Atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was analyzed.
- the tissue sheet (ply) was then turned over and the Atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was measured.
- Table 1 shows the comparison and indicates that the tissue products of the present invention have a significantly higher z-directional polysiloxane gradient than commercially available polysiloxane treated tissue products.
Abstract
The present invention is a tissue product. The tissue product comprises at least one ply. Each ply comprises a first side and an opposing second side. At least one ply comprises a polysiloxane distributed non-uniformly in the z-direction within the ply such that the ply has a % z-directional polysiloxane gradient between the first side of the ply and the second side of the ply of about 20% or greater.
Description
- In the manufacture of tissue products, such as facial tissue, bath tissue, paper towels, dinner napkins and the like, a wide variety of product properties are imparted to the final product through the use of chemical additives. One common attribute imparted to tissue sheets through the use of chemical additives is softness. There are two types of softness that are typically imparted to tissue sheets through the use of chemical additives. The two types are bulk softness and topical or surface softness.
- Bulk softness may be achieved by a chemical debonding agent. Such debonding agents are typically quaternary ammonium entities containing long chain alkyl groups. The cationic quaternary ammonium entity allows for the agent to be retained on the cellulose via ionic bonding to anionic groups on the cellulose fibers. The long chain alkyl groups provide softness to the tissue sheet by disrupting fiber-to-fiber hydrogen bonds within the tissue sheet.
- Such disruption of fiber-to-fiber bonds provides a two-fold purpose in increasing the softness of the tissue sheet. First, the reduction in hydrogen bonding produces a reduction in tensile strength thereby reducing the stiffness of the tissue sheet. Secondly, the debonded fibers provide a surface nap to the tissue sheet enhancing the “fuzziness” of the tissue sheet. This tissue sheet fuzziness may also be created through use of creping as well, where sufficient interfiber bonds are broken at the outer tissue surface to provide a plethora of free fiber ends on the tissue surface.
- A multi-layered tissue structure may be utilized to enhance the softness of the tissue sheet. In this embodiment, a thin layer of strong softwood fibers is used in the center layer to provide the necessary tensile strength for the tissue product. The outer layers of such structures may be composed of the shorter hardwood fibers, which may or may not contain a chemical debonder.
- The topical or surface softness of a tissue sheet, and ultimately the resulting tissue product, may be achieved by topically applying an emollient to the surface of the tissue sheet or tissue product. One such emollient is polysiloxane. Polysiloxane treated tissues are described in U.S. Pat. No. 4,950,545, issued on Aug. 21, 1990 to Walter et al.; U.S. Pat. No. 5,227,242, issued on Jul. 13, 1993 to Walter et al.; U.S. Pat. No. 5,558,873, issued on Sep. 24, 1996 to Funk et al.; U.S. Pat. No. 6,054,020, issued on Apr. 25, 2000 to Goulet et al.; U.S. Pat. No. 6,231,719, issued on May 15, 2001 to Garvey et al.; and, U.S. Pat. No. 6,432,270, issued on Aug. 13, 2002 to Liu et al., which are incorporated by reference to the extent that they are non-contradictory herewith. A variety of substituted and non-substituted polysiloxanes may be used.
- While polysiloxanes may provide improved softness in a tissue sheet, there may be some drawbacks to their use. First, polysiloxanes may be relatively expensive. Only polysiloxane on the outermost surface of the tissue sheet may contribute to topical or surface softness of the tissue sheet. Polysiloxane present within the z-direction of the tissue sheet may contribute to bulk softness, i.e., its ability to impact softness is dependent on its ability to reduce interfiber hydrogen bonding. Interfiber hydrogen bonding may be more efficiently controlled with traditional quaternary ammonium debonding agents.
- Polysiloxanes may also be effective debonders. Typically polysiloxanes are applied to a tissue sheet as an emulsion in a printing or spraying process. Some polysiloxanes penetrates the z-direction of the tissue sheet and reduces the relative bonded area of the tissue sheet, especially at the topmost surface. This reduction in relative bonded area is typically accompanied by a loss of tensile strength. Along with this loss in strength comes an increase in the amount of lint and slough in the product.
- It is known to add certain binders to the tissue sheet to mitigate the tensile loss and higher lint associated with application of the polysiloxane. For example see U.S. Pat. No. 5,389,204, issued on Feb. 14, 1995 to Ampulski; U.S. Pat. No. 5,385,643, issued on Jan. 13, 1995 to Ampulski; and, U.S. Pat. No. 5,573,637, issued on Nov. 12, 1996 to Ampulski, the disclosures of which are herein incorporated by reference to the extent that they are non-contradictory herewith. Typically, these binders are limited to traditional dry and wet strength resins for paper. Additionally, such binders must be added as a separate step either as a second post treatment or in the wet end of the tissue making process. While such an application may help offset the tensile loss and increase in lint that occurs with application of the polysiloxane such application may not prevent migration of the polysiloxane into the bulk of the tissue sheet. Hence, high levels of polysiloxane may still be required to achieve acceptable softness.
- As an alternative to a separate application of a binder, such as a chemical strength agent, such binders may be added concurrently with a polysiloxane, that is, the binder may be blended directly with the polysiloxane. However, very few materials are compatible with polysiloxane. Although concurrent addition of polysiloxane and the binder may be possible, incompatibility of the binder and the polysiloxane would make simultaneous application detrimental to the process and do nothing to mitigate penetration of the polysiloxane into the bulk of the tissue sheet. As a further restriction, the binders known in the art may only be applied as dilute solutions, or in the case of latex binders, specifically styrene-butadiene rubber latexes, require significant level of emulsifiers to keep the binders from precipitating out of solution. Hence, if these binders are applied concurrent with the polysiloxane, the polysiloxane emulsion may need to be diluted even further or have high loads of additional surfactants present. Diluting the polysiloxane further or adding surfactants may further enhance the z-directional penetration of the polysiloxane and reduce the efficacy of the polysiloxane with regards to improving tactile or surface softness of the tissue sheet.
- Therefore, there is a need for improving softness of a tissue sheet using lower levels of polysiloxane. There is a further need to improve this softness while maintaining strength and low slough. There is a further need to minimize the z-directional penetration of the polysiloxane so as to improve softness of the tissue sheet with lower levels of polysiloxane. By minimizing the z-directional penetration of the polysiloxane, more polysiloxane may be available on the surface of the tissue and better tactile or surface softness may be achieved at lower levels of polysiloxane.
- It has now been discovered that unique polysiloxane treated tissue products having a high z-directional polysiloxane gradient may be prepared via a variety of unique processes. Furthermore, it has been found that by increasing the z-directional polysiloxane gradient in the polysiloxane treated tissue sheets that may provide softer tissue products at lower levels of polysiloxanes. Furthermore, it has been found that products having significantly greater z-directional gradients than those commercially available in the art can be prepared from these processes.
- While the tissue sheets of the present invention may be applicable to any tissue sheet, particular interest may be in tissue and towel products. It is understood that the term “tissue sheet” as used herein refers to tissue and towel sheets. The term “tissue product” as used herein refers to tissue and towel products. Tissue and towel products as used herein are differentiated from other paper products in terms of their bulk. The bulk of the tissue and towel products of the present invention is calculated as the quotient of the caliper (hereinafter defined), expressed in microns, divided by the basis weight, expressed in grams per square meter. The resulting bulk is expressed as cubic centimeters per gram. Writing papers, newsprint and other such papers have higher strength, stiffness and density (low bulk) in comparison to tissue and towel products which tend to have much higher calipers for a given basis weight. The tissue and towel products of the present invention may have a bulk of about 2 cm 3/g or greater, more specifically about 2.5 cm3/g or greater, and still more specifically about 3 cm3/g or greater.
- The particular structure of the polysiloxanes of the present invention may provide the desired product properties to the tissue sheet and/or tissue product. Polysiloxanes encompass a very broad class of compounds. They are characterized in having a backbone structure:

- where R′ and R″ may be a broad range of organo and non-organo groups including mixtures of such groups and where n is an integer ≧2. These polysiloxanes may be linear, branched, or cyclic. They may include a wide variety of polysiloxane copolymers containing various compositions of functional groups, hence, R′ and R″ actually may represent many different types of groups within the same polymer molecule. The organo or non-organo groups may be capable of reacting with pulp fibers to covalently, ionically or hydrogen bond the polysiloxane to the pulp fibers. These functional groups may also be capable of reacting with themselves to form crosslinked matrixes with the pulp fibers. The scope of the present invention should not be construed as limited by a particular polysiloxane structure so long as that polysiloxane structure delivers the aforementioned product benefits to the tissue sheet and/or the final tissue product.
- While not wishing to be bound by theory, the softness benefits that polysiloxanes deliver to pulp fibers pretreated with the polysiloxanes of the present invention may be, in part, related to the molecular weight of the polysiloxane. Viscosity is often used as an indication of molecular weight of the polysiloxane as exact number average or weight average molecular weights may be difficult to determine. The viscosity of the polysiloxanes of the present invention may be about 25 centipoise or greater, more specifically about 50 centipoise or greater, and most specifically about 100 centipoise or greater. The term “viscosity” as referred to herein refers to the viscosity of the neat polysiloxane itself and not to the viscosity of an emulsion if so delivered. It should also be understood that the polysiloxanes of the present invention may be delivered as solutions containing diluents. Such diluents may lower the viscosity of the polysiloxane solution below the limitations set above, however, the efficacious part of the polysiloxane should conform to the viscosity ranges given above. Examples of such diluents include but is not limited to oligomeric and cyclo-oligomeric polysiloxanes such as octamethylcyclotetrasiloxane, octamethyltrisiloxane, decamethylcyclopentasiloxane, decamethyltetrasiloxane and the like, including mixtures of these diluents.
- The particular form in which the polysiloxanes of the present invention are delivered to the pulp fibers pulp fiber may be any form known in the art. Polysiloxanes useful for the present invention may be delivered as neat fluids; aqueous or non-aqueous solutions; aqueous or non-aqueous dispersions; and, emulsions, including microemulsions, stabilized by suitable surfactant systems that may confer a charge to the emulsion micelles. Nonionic, cationic, and anionic systems may be employed. To maximize retention of the polysiloxane during the manufacturing process of the tissue sheet, it may be desirable to add the polysiloxane to the pulp fiber as a neat fluid.
- The z-directional polysiloxane gradient may be determined via X-ray photoelectron spectroscopy (XPS) as described hereinafter. Surface polysiloxane levels are reported as atomic concentration of the Si as determined by the spectrometer. The atomic Si concentration is measured to a depth of around 100 nanometers and is indicative of the polysiloxane content at the surface of the tissue sheet specimen(s). Z-directional polysiloxane gradient is defined as the percent difference in atomic Si concentration between the high polysiloxane content side and the low polysiloxane content side of a tissue sheet. The z-directional polysiloxane gradient is defined via the following equation:
- % z-directional polysiloxane gradient=(X−Y)/X*100
- wherein X is the atomic % Si on the high content side and Y is the atomic % Si on the low content side of the tissue sheet The higher the % of the z-directional polysiloxane gradient the more polysiloxane on the surface of the tissue sheet relative to the bulk of the tissue sheet and the more soft a tissue sheet may be at a given total polysiloxane content.
- According to one embodiment, the present invention is a soft, single or multi-ply tissue product. Each ply of the tissue product comprises a first side and an opposing second side. One or more of the plies of the tissue product comprises a polysiloxane wherein the polysiloxane is distributed non-uniformly in the z-direction within the ply. That is, the level of polysiloxane on the first side as measured in terms of atomic % Si is different from the atomic % Si measured on the opposing second side. The atomic % Si on the side of the tissue sheet having the highest level of polysiloxane may be about 3 atomic % or greater, more specifically about 4 atomic % or greater, and most specifically about 5 atomic % or greater. The % z directional polysiloxane gradient as defined previously between the first and second sides of the ply may be about 20% or greater, more specifically about 25% or greater, still more specifically about 30% or greater, and most specifically about 35% or greater.
- In a multi-ply tissue product, the overall orientation of the plies relative to one another may be varied. However, as polysiloxane treatments are typically applied to improve topical or surface softness of a ply or finished tissue product, one embodiment of a multi-ply tissue product of the present invention may have at least one outer surface comprising the higher polysiloxane level, thereby placing at least one ply comprising the highest level of polysiloxane outwardly facing so as to be on the one of the outer surfaces of the tissue product contacting the user's skin. In other embodiments of the present invention wherein the multi-ply tissue products comprise more than two plies, polysiloxane may be present in one or more of the plies. In some of these embodiments, the z-directional polysiloxane gradient may be present in at least one of the plies. It may be desirable to have the z-directional polysiloxane gradient in more than one of the plies. In one embodiment of the present invention, the structure of the tissue product comprises at least two plies, wherein the outside plies of the multi-ply tissue product have a z-directional polysiloxane gradient, the outside plies arranged such that the sides of the plies having the highest levels of the polysiloxane form the two outer surfaces of the tissue product. In one embodiment of the present invention, the tissue product comprises three or more plies, wherein each outer ply has a z-directional polysiloxane gradient, the outside plies arranged such that the sides of the plies having the highest level of polysiloxane form the two outer surfaces of the tissue product wherein at least one of the inner plies comprises little or no polysiloxane.
- In co-pending U.S. patent application Ser. No. 09/802,529 filed on Apr. 3, 2001 under the name Runge, et. al., a method for preparing fibers containing hydrophobic entities, including hydrophobic polysiloxanes, at a pulp mill is disclosed. These so called “polysiloxane pretreated pulp fibers” may then be re-dispersed in the wet end of a papermaking process to manufacture tissue sheets or the resulting tissue products containing polysiloxane. It has been found that pulp fibers treated with polysiloxane and dried prior to being re-dispersed and formed into a tissue sheet may demonstrate excellent retention of the polysiloxane through the tissue making process. Furthermore, it has also been found that the polysiloxane which may be desorbed from the pulp fibers in the tissue making process may have little to no tendency to be adsorbed by untreated pulp fibers. It has now been discovered that these polysiloxane pretreated pulp fibers may be used in conjunction with a multi-layer tissue structure to produce tissue products comprising polysiloxane distributed non-uniformly in the z-direction of the ply conforming to the products of the present invention.
- Another embodiment of the present invention is a method of making a soft, single or multi-ply tissue product wherein one or more of the plies of the tissue product comprisies a polysiloxane distributed non-uniformly in the z-direction of at least one ply. The method comprising: (a) forming at least a first aqueous suspension of pulp fibers pretreated with polysiloxane; (b) forming at least second suspension of papermaking fibers not comprising polysiloxane; (c) delivering at least the first and second aqueous suspensions of pulp fibers to a layered headbox; (d) depositing at least the first and second aqueous suspensions of pulp fibers onto a forming fabric to form a wet layered tissue sheet; (e) dewatering the wet layered tissue sheet to form a dewatered layered tissue sheet; and, (f) drying the dewatered layered tissue sheet to form a dried layered tissue sheet wherein the dried layered tissue sheet has a % z-directional polysiloxane gradient of about 20% or greater, more specifically about 25% or greater, and still more specifically about 30% or greater. The layered tissue sheet may be converted into a single ply tissue product, or may be used in a multi-ply tissue product with other tissue sheets, wherein the tissue sheets may or may not be the same.
- In one embodiment of the present invention, the layered tissue ply comprising polysiloxane pretreated fibers may comprise hardwood, softwood pulp fibers or a mixture of hardwood and softwood kraft pulp fibers. In some embodiments of the present invention, the polysiloxane pretreated pulp fibers may be hardwood kraft pulp fibers, softwood kraft pulp fibers or a blend of hardwood and softwood kraft pulp fibers. In other embodiments of the present invention, polysiloxane pretreated pulp fibers are applied to one of the outer surfaces of the layered tissue ply.
- In one embodiment of the present invention, a single ply tissue product may comprise a three-layer tissue ply, with one outer layer of the layered tissue ply comprising polysiloxane pretreated pulp fibers. The polysiloxane pretreated pulp fibers may comprise hardwood kraft pulp fibers. The outer layers of the layered tissue ply form the outer surfaces of the single ply tissue product. In a variation of this embodiment, the inner layer of the layered tissue ply may comprise softwood kraft pulp fiber and/or may comprise non-treated pulp fibers. In another variation of this embodiment, the opposing outer layer of the layered tissue ply may comprise non-treated pulp fiber. In another embodiment of the present invention, the layered tissue ply may be a three layer ply. One outer layer of the layered tissue ply may comprise polysiloxane pretreated pulp fibers. The inner layer of the layered tissue ply may comprise polysiloxane pretreated pulp fibers which may or may not be hardwood pulp fibers. Alternatively, the inner layer of the layered tissue ply may comprise non-treated pulp fibers which may or may not be hardwood pulp fibers. The opposing outer layer of the layered tissue ply may comprise non-treated pulp fibers which may or may not be softwood kraft pulp fibers.
- The term “layered tissue sheet” as used herein refers to the formation of a stratified tissue sheet, wherein a particular tissue sheet or tissue sheets making up a multi-ply tissue product contain a z-directional fiber gradient. In one method of the formation of a layered tissue sheet, individual slurries of pulp fibers are sent to a divided headbox and applied to a moving belt where the pulp fibers are dewatered by any of a variety of processes and further dried to form a tissue sheet that has a specific distribution of fibers in the z-direction based on the split of the individual furnishes. Two or more layers may be present in a given tissue sheet of a multi-ply tissue product.
- The non-treated pulp fibers used in the present invention may or may not be the same type of pulp fibers that are treated with a polysiloxane of the present invention. The polysiloxane pretreated pulp fibers of the present invention containing the pretreated polysiloxane pulp fibers may comprise any pulp fiber type or combinations thereof, including but not limited to hardwood kraft pulp fibers, softwood kraft pulp fibers, or combinations thereof. The layers comprising non-treated pulp fibers may be composed of any pulp fiber type or combinations thereof, the same or different from the outer layers containing the polysiloxane pretreated pulp fibers, including but not limited to hardwood pulp kraft fibers, softwood kraft pulp fibers, or combinations thereof. It is understood that the pulp fibers comprising the non-treated pulp fibers of the present invention may or may not be the same as the polysiloxane pretreated pulp fibers or combinations thereof of the present invention.
- The term “non-treated pulp fibers” as used herein refers to pulp fibers that have not been pretreated with a polysiloxane of the present invention. It is understood that the pulp fibers may be treated with other chemical additives, including the binders of the present invention without polysiloxane, used in tissue making processes. Where it is states that a tissue sheet or a layer of a tissue sheet is comprised of or otherwise contains non-treated pulp fibers or is free of or otherwise does not contain polysiloxane pretreated pulp fibers, it is understood that about 30 or less percent of polysiloxane pretreated pulp fibers is present in the given tissue sheet or layer of the tissue sheet being described unless specifically disclosed otherwise. Where it states that a tissue sheet or a layer of a tissue sheet is comprised of or otherwise contains polysiloxane pre-treated pulp fibers, it is understood that about 70 percent or greater of the total polysiloxane pretreated pulp fibers is present in the given layer of the tissue sheet being described unless specifically disclosed otherwise.
- It has been found that when certain water dispersible or water soluble synthetic copolymers are combined with certain polysiloxanes, in fluid or emulsion forms, and then topically applied to a formed tissue sheet, increased z-directional polysiloxane gradients of polysiloxane may be achieved. While not wishing to be bound by theory, it is believed that the synthetic co-polymers of the present invention form compatible blends with the polysiloxanes. Hence, the polysiloxane is retained on the fiber surfaces by the binders and less prone to z-directional migration. These synthetic co-polymers have low glass transition temperatures and are also good film forming agents, hence sheet stiffness and therefore tissue sheet softness is not negatively impacted by the presence of the synthetic co-polymers. As such, pulp fibers treated with blends of polysiloxane and the synthetic co-polymers produce a tissue sheet having equivalent softness at higher tensile strength and lower polysiloxane concentrations.
- The term “water dispersible” as used herein, means that the binder, such as synthetic co-polymers, are either water soluble or capable of existing as stable colloidal, self-emulsifiable or other type dispersions in water without the presence of added emulsifiers. Added emulsifiers may be employed within the scope of the present invention to aid in the polymerization of the synthetic co-polymers or assist in compatiblizing the binder, such as synthetic co-polymers, with other chemical agents used in the tissue sheet or tissue-making process, however, the emulsifiers are not essential to the formation of stable dispersions or solutions of the binder, such as a cationic synthetic co-polymer, in water. It is contemplated within the scope of the present invention that the binders, such as synthetic co-polymers, may be delivered to the polysiloxane, fluid or emulsion, without the aid of additional emulsifiers.
- The term “compatible” as used herein, means that when dried, the polysiloxane and binder composition forms a film that does not show gross phase separation or curdling. The polysiloxane, binder, and/or polysiloxane and binder composition may or may not be miscible. The term “miscible” as used herein, means that when dried, the polysiloxane and binder composition forms a film that is a single phase and the polysiloxane and binder composition may not be distinguishable as separate phase entities. By definition, the term miscibility also implies compatibility although compatibility does not imply miscibility.
- In one embodiment of the present invention, a method of making a soft, single or multi-ply tissue product wherein one or more of the plies of the tissue product comprises a polysiloxane distributed non-uniformly in the z-direction of the ply. The method comprising: (a) forming an aqueous suspension of pulp fibers; (b) depositing the aqueous suspension of pulp fibers onto a forming fabric to form a wet tissue sheet; and, (c) dewatering the wet tissue sheet to form a dewatered tissue sheet; (d) drying the dewatered tissue sheet to form a dried tissue sheet; and, (e) optionally converting the tissue sheet to form a tissue product wherein a polysiloxane and compatible binder composition may be topically applied to the wet tissue sheet, the dewatered tissue sheet, the dried tissue sheet and/or the tissue product. The polysiloxane and binder composition may comprise a polysiloxane and a low Tg synthetic water dispersible synthetic co-polymer that is compatible with the polysiloxane to form a polysiloxane treated tissue sheet. The resulting polysiloxane treated tissue sheet, when dry, may have a % z-directional polysiloxane gradient of 20% or greater, more specifically about 25% or greater, and still more specifically about 30% or greater. The polysiloxane treated tissue sheet may be layered or blended, that is, the distribution of pulp fiber types within the tissue sheet may be homogenous or heterogeneous in the z-direction. In one embodiment of the present invention, a suitable compatible binder includes but is not limited to cationic water dispersible synthetic co-polymers having the general structure:

- Wherein:
- R 1, R2, R3 are independently H; C1-4 alkyl radicals; and, mixtures thereof.
- R 4 is a C1-C8 alkyl radical or mixtures thereof.
- Z 1 is a bridging radical attaching the R4 functionality to the polymer backbone. Examples include, but are not limited to, —O—, —COO—, —OOC—, —CONH—, —NHCO—, and mixtures thereof.
- Q 1 is a cationic functionality. One example of such a cationic functionality is a functional group containing a cationic quaternary ammonium radical.
- Q 2 is an optional non-ionic hydrophilic or water soluble monomer (and mixtures thereof) incorporated into the synthetic co-polymer so as to make the synthetic co-polymer more hydrophilic. Q2 possess limited ability to hydrogen or covalently bond to cellulose fibers, such bonding resulting in an increase in stiffness of the tissue sheet. Suitable hydrophilic monomers or water-soluble nonionic monomers for use in the cationic synthetic co-polymers of the present invention include, but are not limited to monomers, such as, hydroxyalkyl acrylates and hydroxyalkyl methacrylates, such as hydroxyethyl methacrylate (HEMA); hydroxyethyl acrylate; polyalkoxyl acrylates, such as polyethyleneglycol acrylates; and, polyalkoxyl methacrylates, such as polyethyleneglycol methacrylates (“PEG-MA”). Other suitable hydrophilic monomers or water-soluble nonionic monomers for use in the ion-sensitive cationic synthetic co-polymers of the present invention include, but are not limited to, diacetone acrylamide, N-vinylpyrrolidinone, N-vinylformamide, and mixtures thereof.
- The mole ratio of z:x will specifically range from about 0:1 to about 4:1, more specifically from about 0:1 to about 1:1, and most specifically from about 0:1 to about 1:3. The mole ratio of (x+z):y may be from about 0.98:0.02 to about 1:1, most specifically from about 0.95:0.05 to about 0.70:0.30.
- The polysiloxane and binder composition may be applied to the tissue sheet at any point after sheet formation. For example, the polysiloxane and binder composition may be applied prior to the drying section of the tissue machine where the tissue sheet has a consistency of from about 10% to about 60%. In another embodiment, the polysiloxane and binder composition may be applied in the drying section of the tissue machine where the tissue sheet has a consistency of about 30% to about 100%. In another embodiment of the present invention, the polysiloxane and binder composition may be applied to the tissue sheet on the tissue machine after the drying section before the winder where the tissue sheet has a consistency of from about 90% to about 100%. The polysiloxane and binder composition may also be applied via a secondary post treatment process where the tissue sheet has a consistency of from about 90% to about 100%. The method by which the polysiloxane and binder composition is applied to the tissue sheet may include any method known in the art for topically applying materials such as the polysiloxane and binder compositions to a formed tissue sheet are suitable for means of the present invention.
- Part of the migration of polysiloxane into the z-direction of the tissue sheet may be due to the use of water and added surfactants in the polysiloxane fluids or emulsions. The added water and surfactants may facilitate the movement of the polysiloxane in the z-direction of the tissue sheet. Application of neat polysiloxanes to a formed tissue sheet may be one way to minimize z-directional penetration of the polysiloxane into the tissue sheet.
- The z-directional polysiloxane gradient may be determined via X-ray photoelectron spectroscopy (XPS) as described hereinafter. Surface polysiloxane levels are reported as atomic concentration of the Si as determined by the spectrometer. The atomic Si concentration is measured to a depth of around 100 nanometers and is indicative of the polysiloxane content at the surface of the tissue sheet specimen(s). Z-directional polysiloxane gradient is defined as the percent difference in atomic Si concentration between the high polysiloxane content side and the low polysiloxane content side of a tissue sheet. The z-directional polysiloxane gradient is defined via the following equation:
- % z-directional polysiloxane gradient=(X−Y)/X*100
- wherein X is the atomic % Si on the high content side and Y is the atomic % Si on the low content side of the layer comprising the polysiloxane pretreated pulp fibers. The higher the % of the z-directional polysiloxane gradient the more soft a tissue sheet may be at a given total polysiloxane content.
- Another embodiment of the present invention is a method of making a soft, single or multi-ply tissue product wherein one or more of the plies of the tissue product contains a polysiloxane distributed non-uniformly in the z-direction of the ply. The method comprises: (a) forming an aqueous suspension of pulp fibers; (b) depositing the aqueous suspension of pulp fibers onto a forming fabric to form a wet tissue sheet; (c) dewatering the wet tissue sheet to form a dewatered tissue sheet; (d) drying the dewatered tissue sheet to form a dried tissue sheet; and, (e) optionally converting the dried tissue sheet to form a tissue product. A neat polysiloxane may be topically applied to formed tissue sheet (wet tissue sheet, dewatered tissue sheet, dried tissue sheet and/or tissue product). The dried tissue sheet may have a % z-directional polysiloxane gradient of about 20% or greater, more specifically about 25% z-directional polysiloxane gradient or greater, and still more specifically about 30% z-directional polysiloxane gradient or greater. The tissue sheet may be layered or blended, that is, the distribution of pulp fiber types within the tissue sheet may be homogenous or heterogeneous in the z-direction of the tissue sheet.
- FIG. 1 is a diagram of a tissue sheet of the present invention comprising three layers.
- FIG. 2 is a diagram of two tissue sheets of the present invention, each tissue sheet comprising three layers.
- FIG. 3 is a diagram of a tissue sheet of the present invention comprising two layers.
- FIG. 4 is a schematic diagram of testing equipment used to measure lint and slough.
- As stated above, the present invention is applicable to any tissue sheet, such sheets include tissue and towel sheet and the resulting tissue and towel products. Tissue products as used herein are differentiated from other tissue products in terms of bulk. The bulk of the tissue products of the present invention may be calculated as the quotient of the caliper (hereinafter defined), expressed in microns, divided by the basis weight, expressed in grams per square meter. The resulting bulk is expressed as cubic centimeters per gram. Writing papers, newsprint and other such papers have higher strength, stiffness and density (low bulk) in comparison to tissue products of the present invention which tend to have much higher calipers for a given basis weight. The tissue products of the present invention have a bulk of about 2 cm 3/g or greater, more specifically about 2.5 cm3/g or greater, and still more specifically about 3 cm3/g or greater.
- The basis weight and caliper of the multi-ply tissue products of the present invention may vary widely and may be dependent on, among other things, the number of plies (tissue sheets). The caliper of the individual ply or plies comprising the polysiloxane gradient may be about 1200 microns or less, more specifically about 1000 microns or less, and still more specifically about 800 microns or less. The bulk of the individual ply or plies comprising the polysiloxane pretreated pulp fibers, polysiloxane, or polysiloxane and binder composition may have a z-directional polysiloxane gradient of about 2 g/cm 3 or greater, more specifically about 2.5 g/cm3 or greater, and most specifically about 3 g/cm3 or greater.
- One embodiment of the present invention may employ a three-layer structure. FIG. 1 shows a
tissue sheet 12 comprising threelayers tissue sheets 12 and 12 a, eachlayer 12 and 12 a comprises three-layer structure. The layer or layers of thetissue sheets 12 and/or 12 a may or may not comprise polysiloxane, binder, and/or polysiloxane and binder composition. In the alternative, at least one of theouter surfaces tissue sheet 12. - It is understood that a single or
multi-ply tissue product 10 may be made fromlayered tissue sheets 12. Referring to FIG. 1, in a single ply layeredtissue product 10, the polysiloxane and/or polysiloxane and binder composition may lie in the firstouter layer 14 or the second layer outer 16 or both the first and secondouter layers tissue sheet 12 comprising the singleply tissue product 10. In another embodiment of a single ply layeredtissue product 10, the polysiloxane and/or polysiloxane and binder composition may reside one theouter surface 30 or theouter surface 32 or on bothouter surfaces tissue sheet 12 comprising the singleply tissue product 10. In one embodiment of a singleply tissue product 10, the polysiloxane and/or polysiloxane and binder composition is positioned in the first and secondouter layers inner layer 18 comprises of non-treated pulp fibers. In another embodiment of a singleply tissue product 10, the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers are positioned in one of the first and secondouter layers inner layer 18 comprises of non-treated pulp fibers and the otherouter layer ply tissue product 10, the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers may be positioned in only one of the first and secondouter layers outer layer outer surface 30 ofouter layer 14 or on theouter surface 32 of theouter layer 16 or on bothouter surfaces outer layers tissue sheet 12, wherein thetissue sheet 12. In such a two layered embodiment, theinner layer 18 is understood not to be present in the two layeredsingle tissue sheet 12. - Referring to FIG. 2, in
multi-ply tissue products 10, polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers may be positioned in at least one of the outerfirst layers 14 and 22 of thetissue sheets 12 and 12 a which form theouter surfaces multi-ply tissue product 10. In another embodiment of the present invention, the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers may be positioned in the firstouter layers 14 and 22 of thetissue sheets 12 and 12 a, respectively, which form theouter surfaces multi-ply tissue product 10. It should also be recognized that FIG. 2 represents only theouter tissue sheets 12 and 12 a of themulti-ply tissue product 10. Any number ofadditional tissue sheets 12 may be contained between the twoouter sheets 12 and 12 a.Additional tissue sheets 12 may or may not contain polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers. Thetissue sheets 12 comprising non-treated pulp fibers may be layered or non-layered. - Referring again to FIG. 2, in
multi-ply tissue products 10, at least one of the outerfirst layers 14 and 22 of thetissue sheets 12 and 12 a which form theouter surfaces multi-ply tissue product 10, may comprise polysiloxane and/or polysiloxane and binder composition. In another embodiment of the present invention, the polysiloxane and/or polysiloxane and binder composition may be positioned in the firstouter layers 14 and 22 of thetissue sheets 12 and 12 a, respectively, which form theouter surfaces multi-ply tissue product 10. It should also be recognized that FIG. 2 represents only theouter tissue sheets 12 and 12 a of themulti-ply tissue product 10. Any number ofadditional tissue sheets 12 may be contained between the twoouter sheets 12 and 12 a.Additional tissue sheets 12 may or may not contain polysiloxane and/or polysiloxane and binder composition. Thetissue sheets 12 comprising non-treated pulp fibers may be layered or non-layered. - In some embodiments of the present invention, it is understood that the discussion of first
outer layers 14 and 22 may be applied to the secondouter layers outer layers 14 and 22, the secondouter layers inner layers additional tissue sheets 12 that may be incorporated intomulti-ply tissue products 10. - It is understood that
tissue sheet 12 may or may not be the same as tissue sheet 12 a, but the designation of 12 and 12 a is provided to more clearly differentiate between thevarious tissue sheets 12 within themulti-ply tissue products 10 the present invention. It is also understood that the tissue sheets 12 (andtissue sheets 12 and 12 a) of the present invention may or may not be the same as in that the tissue sheets 12 (ortissue sheets 12 and 12 a) may comprise different pulp types and/or different percents of pulp types and of polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers to non-treated pulp fibers and/or of polysiloxane and/or binder and/or polysiloxane and binder composition. - In another embodiment of the present invention, a
multi-ply tissue product 10 may have the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers positioned in firstouter layers 14 and 22 of the twoouter tissue sheets 12 and 12 a while at least one of the inner layer or layers 16, 18, 20, and 24 of thetissue sheets 12 and 12 a are comprised of non-treated pulp fibers. In another embodiment of the present invention, amulti-ply tissue product 10 may have the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers positioned in firstouter layers 14 and 22 and in the secondouter layers outer tissue sheets 12 and 12 a while the inner layer or layers 20 and 24 of thetissue sheets 12 and 12 a may be comprised of non-treated pulp fibers. - In another embodiment of the present invention, a
multi-ply tissue product 10 may have the polysiloxane and/or polysiloxane and binder composition positioned in firstouter layers 14 and 22 of the twoouter tissue sheets 12 and 12 a while at least one of the inner layer or layers 16, 18, 20, and 24 of thetissue sheets 12 and 12 a are comprised of non-treated pulp fibers. In another embodiment of the present invention, amulti-ply tissue product 10 may have the polysiloxane and/or polysiloxane and binder composition positioned in firstouter layers 14 and 22 and in the secondouter layers outer tissue sheets 12 and 12 a while the inner layer or layers 20 and 24 of thetissue sheets 12 and 12 a may be comprised of non-treated pulp fibers. - In some embodiments of the present invention, it may be desirable in the
tissue product 10 to position the outer layer or layers (for example,outer layers 14 and/or 22 as shown in FIG. 2 orouter layers 14 and/or 16 as shown in FIG. 1) comprising polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers of thetissue sheets 12 and/or 12 a such that the outer layer or layers 14 and/or 22 (or alternatively,outer layers 14 and/or 16) comprising the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers are adjacent to an inner layer (for example,inner layers 18 and/or 24 as shown in FIG. 2 orinner layer 18 as shown in FIG. 1) comprising non-treated pulp fibers. In another embodiment of the present invention, one of the first and secondouter layers ply tissue product 10 may comprise polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers while the otherouter layer outer layer - In some embodiments of the present invention, it may be desirable in the
tissue product 10 to position the outer layer or layers (for example,outer layers 14 and/or 22 as shown in FIG. 2 orouter layers 14 and/or 16 as shown in FIG. 1) comprising polysiloxane and/or polysiloxane and binder composition of thetissue sheets 12 and/or 12 a such that the outer layer or layers 14 and/or 22 (or alternatively,outer layers 14 and/or 16) comprising the polysiloxane and/or polysiloxane and binder composition are adjacent to an inner layer (for example,inner layers 18 and/or 24 as shown in FIG. 2 orinner layer 18 as shown in FIG. 1) comprising non-treated pulp fibers. In another embodiment of the present invention, one of the first and secondouter layers ply tissue product 10 may comprise polysiloxane and/or polysiloxane and binder composition while the otherouter layer outer layer - It is understood that in the discussions of the embodiments of the present invention referring to polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers are equally applicable to embodiments of the present invention wherein polysiloxane and/or polysiloxane and binder composition is applied or where a combination of polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers and/or polysiloxane and/or polysiloxane and binder composition is applied. In addition, it is understood that in the discussions of the embodiments of the present invention referring to polysiloxane and/or polysiloxane and binder composition are equally applicable to embodiments of the present invention wherein polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers or wherein a combination of polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers and/or polysiloxane and/or polysiloxane and binder composition is applied.
- In some embodiments of the present invention, as shown in FIGS. 1 and 3, polysiloxane pretreated pulp fiber and/or polysiloxane and binder composition pretreated pulp fibers may be positioned in all layers (
layers layers layers outer surfaces 30 and/or 32 of atissue sheet 12 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers while theinner layer 18 of the tissue sheet comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers or in the alternative, theouter surfaces 30 oflayer 14 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers and thelayer 16 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers. Some examples would include, as shown in FIG. 3, at least one of theouter surfaces 30 and/or 32 of thetissue sheet 12 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers while at least one of theouter layers 14 and/or 16 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers. - In a
multi-ply tissue product 10, the overall orientation of thetissue sheets 12 relative to one another may be varied. However, as polysiloxane treatments are typically applied to improve topical or surface softness of atissue sheet 12 orfinished tissue product 10, one embodiment of amulti-ply tissue product 10 of the present invention may have at least oneouter surface 30 and/or 32 of the layers (for example 14 and/or 22 as shown in FIG. 2 or 14 and/or 16 as shown in FIG. 1) comprising the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers in at least one of thetissue sheets 12, thereby placing at least one layer of thetissue sheets 12 comprising a high or the highest level of polysiloxane outwardly facing so as to be on theouter surface 30 and/or 32 contacting the user's skin. In other embodiments of the present invention wherein themulti-ply tissue products 10 comprising more than twotissue sheets 12, polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers may be present in one or more of thetissue sheets 12. In some of these embodiments, the z-directional polysiloxane gradient may be present in at least one of thetissue sheets 12. It may be desirable to have the z-directional polysiloxane gradient in more than one of thetissue sheets 12. In one embodiment of the present invention, the structure of thetissue product 10 comprises at least twotissue sheets 12 and 12 a, wherein thelayers 14 and 22 comprise polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers, thus having the highest levels of the polysiloxane, forming theouter surfaces tissue product 10. In this embodiment of the present invention, the inner tissue sheets may comprise non-treated pulp fibers. - In another embodiment of the present invention, the
tissue product 10 may comprise hardwood and softwood pulp fibers. In other embodiments of the present invention, at least onetissue sheet 12 may comprise hardwood and softwood pulp fibers. It may be desirable in some embodiments for the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers to comprise hardwood fibers. It may also be desirable in some embodiments of the present invention to position the polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers comprised of hardwood in the at least one of the outer layers of thetissue sheets 12 that form theouter surfaces 30 and/or 32 of thetissue product 10. In variations of this embodiment of the present invention, the remaining layers of thetissue sheets 12 of thetissue product 10 may or may not comprise polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers, the order of the layers and/ortissue sheets 12 may be varied in any order. Any number of additional layers and/ortissue sheets 12 may be employed in thetissue product 10 of the present invention. More specifically, according to one embodiment, thetissue product 10 is a single ply product. Thetissue sheet 12 has a structure comprised of threelayers outer layer 14 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers comprised of hardwood pulp fibers, forming theouter surface 30 of thetissue product 10. Theinner layer 18 comprises non-treated pulp fibers comprised of softwood pulp fibers. The secondouter layer 16 comprises non-treated pulp fibers comprised of hardwood fibers, forming theouter surface 32 of thetissue product 10. In another embodiment of the present invention, thetissue sheet 12 has a structure comprised of threelayers outer layer 14 comprises polysiloxane pretreated pulp fibers and/or polysiloxane and binder composition pretreated pulp fibers comprised of hardwood pulp fibers, forming theouter surface 30 of thetissue product 10. Theinner layer 18 comprises non-treated pulp fibers comprised of hardwood pulp fibers. The secondouter layer 16 comprises non-treated pulp fibers comprised of softwood fibers, forming theouter surface 32 of thetissue product 10. - In another embodiment of the present invention, the single
ply tissue product 10 may comprise a three-layer tissue sheet 12 wherein the first and secondouter layers inner layer 18 comprises non-treated pulp fibers. The structure of thetissue sheet 12 may be arranged such that there is the z-directional polysiloxane gradient of thetissue sheet 12 measured from theouter surface 30 to theouter surface 32 of thetissue sheet 12 wherein the polysiloxane content decreases at the center 40 of thetissue sheet 12 and increases at or adjacent theouter surfaces tissue sheet 12. In some of the embodiments of the present invention, theinner layer 18 of the three-layer tissue sheet 12 of the singleply tissue product 10 has a polysiloxane content of about 0%. - In some of the embodiments of the present invention, the
tissue products 10 may have a high z-directional polysiloxane gradient in the outer layer or layers 12 of thetissue product 10. The present invention may comprise a soft, absorbent single ormulti-ply tissue product 10. Eachtissue sheet 12 of thetissue product 10 have an outer surface 42 and an opposing outer surface 44. One or more of thetissue sheets 12 of themulti-ply tissue product 10 contains a polysiloxane wherein the polysiloxane is distributed non-uniformly in the z-direction of thetissue sheet 12. As one example, the level of polysiloxane on or adjacent the outer surface 42 of thetissue sheet 12 as measured in terms of atomic % Si is different from the atomic % Si on or adjacent the opposing outer surface 44 of thetissue sheet 12. The difference in the atomic % Si on or adjacent the outer surfaces 42 and 44 may be about 3% or greater, more specifically about 4% or greater, and most specifically about 5% or greater. The z-directional polysiloxane gradient, as calculated by the equation above and as defined above, between the outer surfaces 42 and 44 is about 20%, more specifically about 25% or greater, still more specifically about 30% or greater, and most specifically about 35% or greater. - Pulp Fibers
- A wide variety of natural and synthetic pulp fibers are suitable for use in the
tissue sheets 12 andtissue products 10 of the present invention. The pulp fibers may include fibers formed by a variety of pulping processes, such as kraft pulp, sulfite pulp, thermomechanical pulp, etc. In addition, the pulp fibers may consist of any high-average fiber length pulp, low-average fiber length pulp, or mixtures of the same. Any of the natural pulp fibers species may be pretreated with the polysiloxane of the present invention. - One example of suitable high-average length pulp fibers include softwood fibers. Softwood pulp fibers are derived from coniferous trees and include pulp fibers such as, but not limited to, northern softwood, southern softwood, redwood, red cedar, hemlock, pine (e.g., southern pines), spruce (e.g., black spruce), combinations thereof, and the like. Northern softwood kraft pulp fibers may be used in the present invention. One example of commercially available northern softwood kraft pulp fibers suitable for use in the present invention include those available from Kimberly-Clark Corporation located in Neenah, Wis. under the trade designation of “Longlac-19”.
- Another example of suitable low-average length pulp fibers are the so called hardwood pulp fibers. Hardwood pulp fibers are derived from deciduous trees and include pulp fibers such as, but not limited to, eucalyptus, maple, birch, aspen, and the like. In certain instances, eucalyptus pulp fibers may be particularly desired to increase the softness of the tissue sheet. Eucalyptus pulp fibers may also enhance the brightness, increase the opacity, and change the pore structure of the tissue sheet to increase its wicking ability. Moreover, if desired, secondary pulp fibers obtained from recycled materials may be used, such as fiber pulp from sources such as, for example, newsprint, reclaimed paperboard, and office waste.
- The overall ratio of hardwood pulp fibers to softwood pulp fibers within the
tissue product 10, includingtissue sheets 12 may vary broadly. The ratio of hardwood pulp fibers to softwood pulp fibers may range from about 9:1 to about 1:9, more specifically from about 9:1 to about 1:4, and most specifically from about 9:1 to about 1:1. In one embodiment of the present invention, the hardwood pulp fibers and softwood pulp fibers may be blended prior to forming the tissue sheet thereby producing a homogenous distribution of hardwood pulp fibers and softwood pulp fibers in the z-direction of the tissue sheet. In another embodiment of the present invention, the hardwood pulp fibers and softwood pulp fibers may be layered so as to give a heterogeneous distribution of hardwood pulp fibers and softwood pulp fibers in the z-direction of the tissue sheet. In another embodiment, the hardwood pulp fibers may be located in at least one of the outer layers of thetissue product 10 and/ortissue sheet 12 wherein at least one of the inner layers may comprise softwood pulp fibers. - In addition, synthetic fibers may also be utilized in the present invention. The discussion herein regarding pulp fibers is understood to include synthetic fibers. Some suitable polymers that may be used to form the synthetic fibers include, but are not limited to: polyolefins, such as, polyethylene, polypropylene, polybutylene, and the like; polyesters, such as polyethylene terephthalate, poly(glycolic acid) (PGA), poly(lactic acid) (PLA), poly(β-malic acid) (PMLA), poly(ε-caprolactone) (PCL), poly(ρ-dioxanone) (PDS), poly(3-hydroxybutyrate) (PHB), and the like; and, polyamides, such as nylon and the like. Synthetic or natural cellulosic polymers, including but not limited to: cellulosic esters; cellulosic ethers; cellulosic nitrates; cellulosic acetates; cellulosic acetate butyrates; ethyl cellulose; regenerated celluloses, such as viscose, rayon, and the like; cotton; flax; hemp; and mixtures thereof may be used in the present invention. The synthetic fibers may be located in the layers of the
tissue sheet 12 comprising polysiloxane pretreated pulp fibers, the layers of thetissue sheet 12 comprising non-treated pulp fibers, or in any or all layers of thetissue sheet 12. As discussed fortissue sheets 12, inmulti-ply tissue products 10 of the present invention, the synthetic fibers may be located in any or alltissue sheets 12 of themulti-ply tissue product 10. - Polysiloxanes
- The particular structure of the polysiloxanes of the present invention may provide the desired product properties to the
tissue sheet 12 and/ortissue product 10. Functional and non-functional polysiloxanes are suitable for use in the present invention. Polysiloxanes encompass a very broad class of compounds. They are characterized in having a backbone structure:
- where R′ and R″ may be a broad range of organo and non-organo groups including mixtures of such groups and where n is an integer ≧2. These polysiloxanes may be linear, branched, or cyclic. They may include a wide variety of polysiloxane copolymers containing various compositions of functional groups, hence, R′ and R″ actually may represent many different types of groups within the same polymer molecule. The organo or non-organo groups may be capable of reacting with pulp fibers to covalently, ionically or hydrogen bond the polysiloxane to the pulp fibers. These functional groups may also be capable of reacting with themselves to form crosslinked matrixes with the pulp fibers. The scope of the present invention should not be construed as limited by a particular polysiloxane structure so long as that polysiloxane structure delivers the aforementioned product benefits to the tissue sheet and/or the final tissue product.
- A specific class of polysiloxanes suitable for use in the present invention may have the general formula:

- wherein the R 1-R8 moieties may be independently any organofunctional group including C, or higher alkyl groups, ethers, polyethers, polyesters, amines, imines, amides, or other functional groups including the alkyl and alkenyl analogues of such groups and y is an integer >1. Specifically, the R1-R8 moieties may be independently any C, or higher alkyl group including mixtures of said alkyl groups. Examples of polysiloxanes that may be useful in the present invention are those in the DC-200 fluid series, manufactured and sold by Dow Corning, Inc., located in Midland, Mich.
- Functionalized polysiloxanes and their aqueous emulsions are typically commercially available materials. These amino functional polysiloxanes having the general following structure may be useful in the present invention:
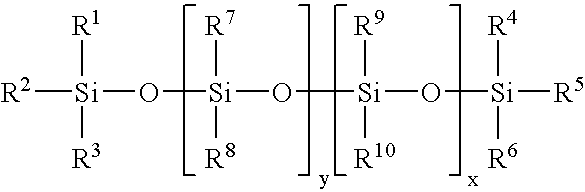
- wherein, x and y are integers >0. The mole ratio of x to (x+y) may be from about 0.005 percent to about 25 percent. The R 1-R9 moieties may be independently any organofunctional group including C, or higher alkyl groups, ethers, polyethers, polyesters, amines, imines, amides, or other functional groups including the alkyl and alkenyl analogues of such groups. The R10 moiety may be an amino functional moiety including but not limited to primary amine, secondary amine, tertiary amines, quaternary amines, unsubstituted amides and mixtures thereof. In one embodiment, the R10 moiety may comprise at least one amine group per constituent or two or more amine groups per substituent, separated by a linear or branched alkyl chain of C, or greater. Examples of some polysiloxanes that may be useful in the present invention include, but are not limited to, DC 2-8220 commercially available from Dow Corning, Inc., locate at Midland, Mich., DC 2-8182 commercially available from Dow Corning, Inc., located at Midland, Mich., and Y-14344 commercially available from Crompton, Corp., located at Greenwich, Conn.
- Another class of functionalized polysiloxanes that may be suitable for use in the present invention is the polyether polysiloxanes. Such polysiloxanes may be used with other functional polysiloxanes as a means of improving hydrophilicity of the polysiloxane treated tissue products. Such polysiloxanes generally have the following structure:

- wherein, x and z are integers >0. y is an integer ≧0. The mole ratio of x to (x+y+z) may be from about 0.05 percent to about 95 percent. The ratio of y to (x+y+z) may be from about 0 percent to about 25%. The R 0-R9 moieties may be independently any organofunctional group including C1 or higher alkyl groups, ethers, polyethers, polyesters, amines, imines, amides, or other functional groups including the alkyl and alkenyl nalogues of such groups. The R10 moiety may be an amino functional moiety including, but not limited to, primary amine, secondary amine, tertiary amines, quaternary amines, unsubstituted amides, and mixtures thereof. An exemplary R10 moiety may contain one amine group per constituent or two or more amine groups per substituent, separated by a linear or branched alkyl chain of C1 or greater. R11 may be a polyether functional group having the generic formula: —R12—(R13—O)a—(R14O)b—R15 wherein R12, R13, and R14 may be independently C1-4 alkyl groups, linear or branched; R15 may be H or a C1-30 alkyl group; and, “a” and “b” are integers of from about 1 to about 100, more specifically from about 5 to about 30. Examples of aminofunctional polysiloxanes that may be useful in the present invention include the polysiloxanes provided under the trade designation of Wetsoft CTW family manufactured and sold by Wacker, Inc., located Adrian, Mich. Other examples of such polysiloxanes may be found in U.S. Pat. No. 6,432,270, issued on Aug. 13, 2002 to Liu, et al., the disclosure of which is incorporated herein by reference to the extent that it is non-contradictory herewith.
- Polysiloxane Pretreated Pulp Fibers
- The preparation of polysiloxane pretreated pulp fibers can be accomplished by methods such as those described in co-pending U.S. patent application Ser. No. 09/802,529 filed on Apr. 3, 2001 under Runge et al. It has been found that pulp fibers treated with polysiloxane in this manner demonstrate excellent retention of the polysiloxane through the tissue making process. Furthermore, it has been found that a polysiloxane which may be desorbed from the fibers in the tissue making process has little to no tendency to be adsorbed by non-treated pulp fibers. The polysiloxane pretreated pulp fibers may contain from about 0.1% to about 10% polysiloxane by weight, more specifically from about 0.2% to about 4% polysiloxane by weight, and most specifically from about 0.3% polysiloxane to about 3% polysiloxane by weight. Using a stratified headbox to make a multi-layered tissue sheet comprising polysiloxane pretreated pulp fibers, the tissue sheets may be used to produce tissue products containing polysiloxane distributed non-uniformly in the z-direction of the tissue sheet.
- The polysiloxane pre-treated pulp fibers may be directed towards at least one of the
outer surfaces outer surfaces multi-layered tissue sheet 12. The layer of themulti-layer tissue sheet 12 comprising the polysiloxane pre-treated pulp fibers may constitute about 60% or less by of the weight of the total tissue sheet, more specifically about 50% or less by weight of the total tissue sheet, and still more specifically about 40% or less by weight of the total tissue sheet. The polysiloxane pre-treated pulp fibers may be blended with any of various non-treated pulp fibers before being formed into themulti-layered tissue sheet 12. The polysiloxane pretreated pulp fibers may constitute from about 5% to about 100% of the pulp fibers in the layer of thetissue sheet 12 comprising the polysiloxane pretreated fibers, more specifically from about 5% to about 90% of the pulp fibers in the layer comprising the polysiloxane pretreated pulp fibers, and most specifically from about 10% to about 90% of the pulp fibers in the layer comprising the polysiloxane pretreated pulp fibers. - In other embodiments of the present invention, the polysiloxane may be topically applied to the
tissue sheet 12 and/ortissue product 10. The polysiloxane may also be applied to the pulp fiber slurry during the tissue making process. - Cationic Synthetic Co-polymer Composition
- In one embodiment of the present invention, a polysiloxane is mixed with a cationic hydrophobically modified synthetic co-polymer that is compatible or miscible with the polysiloxane. The polysiloxane may be delivered as either an emulsion or as a neat fluid. The cationic synthethic co-polymers as described herein may be water soluble, water dispersiable, organic soluble, and/or soluble in mixtures of water and water miscible organic compounds. In some embodiments, the synthetic co-polymers may be water-soluble or water dispersible. If mixed with polysiloxane emulsions, the cationic synthetic co-polymers may be delivered as colloidal suspensions or solutions in water with or without added emulsifiers.
- Suitable hydrophobic monomers for incorporating a hydrophobic aliphatic hydrocarbon functionality into the cationic synthetic co-polymers of the present invention include, but are not limited to, alkyl acrylates, methacrylates, acrylamides, methacrylamides, tiglates and crotonates, including butyl acrylate, butyl methacrylate, methyl acrylate, methyl methacrylate, ethyl acrylate, ethyl methacrylate, 1-Ethylhexyl tiglate, t-butyl acrylate, butyl crotonate, butyl tiglate, sec-Butyl tiglate, Hexyl tiglate, Isobutyl tiglate, hexyl crotonate, butyl crotonate, n-butyl acrylamide, t-butyl acrylamide, N-(Butoxymethyl)acrylamide, N-(Isobutoxymethyl)acrylamide, and the like including mixtures of the monomers all of which are known commercially available materials. Also known are various vinyl ethers including, but not limited to, n-butyl vinyl ether, 2-ethylhexyl vinyl ether, and the corresponding esters including vinyl pivalate, vinyl butyrate, 2-ethylhexanoate, and the like including mixtures of the monomers, all of which are suitable for incorporation of the hydrophobic aliphatic hydrocarbon moiety.
- Suitable monomers for incorporating a cationic charge functionality into the synthetic co-polymer include, but are not limited to, [2(methacryloyloxy)ethyl]trimethylammonium methosulfate (METAMS); dimethyldiallyl ammonium chloride (DMDAAC); 3-acryloamido-3-methyl butyl trimethyl ammonium chloride (AMBTAC); trimethylamino methacrylate; vinyl benzyl trimethyl ammonium chloride (VBTAC); 2-[(acryloyloxy)ethyl]trimethylammonium chloride; and, [2(methacryloyloxy)ethyl]trimethylammonium chloride.
- Examples of preferred cationic monomers for the cationic synthetic co-polymers of the present invention are [2-(methacryloyloxy)ethyl] trimethyl ammonium chloride; [2(methacryloyloxy)ethyl] trimethyl ammonium methosulfate; and, [2-(methacryloyloxy)ethyl] trimethyl ammonium ethosulfate.
- The cationic charge functionality may also be incorporated into the synthetic co-polymer through use of monomers having free secondary or tertiary amine group functionality. Examples of such monomers include, but is not limited to, N-(β-dimethylamino)ethyl acrylamide, N-(β-dimethylamino)ethyl acrylamide, diethylaminohexyl methacrylate, diethylaminoethyl vinyl ether, dimethylaminoethyl vinyl ether, 1-dimethylamino-2-propyl methacrylate, 4-vinylpyridine and the like. The cationic charge may be incorporated into the synthetic co-polymers either through quaternization with methylating agents such as methyl chloride, dimethyl sulfate, diethyl sulfate, and the like. Optionally, the cationic charge may be developed by simple acidification of the monomer or synthetic co-polymer containing the monomer units. To avoid potential sensitivity to pH, it may be desirable that the cationic charge be a quaternary ammonium group.
- Suitable hydrophilic monomers or water-soluble nonionic monomers for use in the cationic synthetic co-polymers of the present invention include, but are not limited to, N- and N,N-substituted acrylamide and methacrylamide based monomers, such as N,N-dimethyl acrylamide, N-ethyl acrylamide, N-isopropyl acrylamide, and hydroxymethyl acrylamide; acrylate or methacrylate based monomers, such as, hydroxyalkyl acrylates; hydroxyalkyl methacrylates, such as hydroxyethyl methacrylate (HEMA); hydroxyethyl acrylate; polyalkoxyl acrylates, such as polyethyleneglycol acrylates; and, polyalkoxyl methacrylates, such as polyethyleneglycol methacrylates (“PEG-MA”). Other suitable hydrophilic monomers or water-soluble nonionic monomers for use in the ion-sensitive cationic synthetic co-polymers of the present invention include, but are not limited to, N-vinylpyrrolidinone and N-vinylformamide.
- For the cationic synthetic co-polymers of the present invention the mole % of hydrophobic monomers will range from about 40 mole % to about 98 mole % of the total monomer composition, the amount of cationic monomers will range from about 2 mole % to about 50 mole % of the total monomer composition. The amount of optional hydrophilic monomers will range from about 0 mole % to about 58 mole % of the total monomer composition. More specifically, the mole percent of hydrophobic monomers is from about 50 mole % to about 95 mole % of the total monomer composition, the mole % of cationic monomers is most specifically from about 5 mole % to about 30 mole % of the total monomer composition, and the amount of optional hydrophilic monomers is most specifically from about 0 mole % to about 20 mole percent of the total monomer composition.
- The synthetic co-polymers of the present invention may have an average molecular weight average molecular weight ranging from about 10,000 to about 5,000,000. More specifically, the synthetic co-polymers of the present invention have a weight average molecular weight ranging from about 20,000 to about 2,000,000, or, more specifically still, from about 30,000 to about 1,000,000.
- Another advantage to the disclosed synthetic co-polymers is ability to produce tissue sheets having low stiffness due to relatively low glass transition temperatures. While the synthetic co-polymers of the present invention may have a wide range of glass transition temperature, the preferred glass transition temperature is about 100° C. or less, more specifically about 70° C. or less, and most specifically about 40° C. or less.
- The low glass transition temperatures combined with the compatibility of the synthetic co-polymers with the polysiloxane allow blends of the polysiloxane and the synthetic co-polymer to form films having very low modulus. Modulus measures the ease of deformation of the film by determining the amount of stress (force) needed to produce a certain amount of strain (deformation). The lower the modulus value, the more flexible the film as it can be deformed with very little force. In these formulations, a low modulus is desirable to avoid any increase in tissue sheet stiffness. Films are cast from the polysiloxane/synthetic co-polymer compositions and modulus tested via the procedure hereinafter described. The modulus values of the films is specifically about 5 MPa or less, more specifically about 3 MPa or less, still more specifically about 1 MPa or less, and most specifically about 0.8 MPa or less.
- The synthetic co-polymers of the present invention may be prepared according to a variety of polymerization methods, desirably a solution polymerization method. Suitable solvents for the polymerization method include, but are not limited to, lower alcohols such as methanol, ethanol, and propanol; a mixed solvent comprising water and one or more lower alcohols mentioned above; and, a mixed solvent comprising water and one or more lower ketones such as acetone or methyl ethyl ketone. A solvent exchange process is then used to make aqueous colloidal suspensions or solutions of the synthetic co-polymers whereby the solvent is removed and replaced by water.
- Alternatively, the synthetic co-polymer formulations may also be delivered in emulsion form whereby an aqueous polymerization process is used in conjunction with a surfactant or set of surfactants. The surfactants may be cationic or non-ionic, but more specifically non-ionic.
- In the polymerization methods which may be utilized in the present invention, any free radical polymerization initiator may be used. Selection of a particular initiator may depend on a number of factors including, but not limited to, the polymerization temperature, the solvent, and the monomers used. Suitable polymerization initiators for use in the present invention include, but are not limited to, 2,2′-azobisisobutyronitrile, 2,2′azobis(2-methylbutyronitrile), 2,2′-azobis(2,4-dimethylvaleronitrile), 2,2′-azobis(2-amidinopropane)dihydrochloride, 2,2′-azobis(N,N′-dimethyleneisobutylamidine), potassium persulfate, ammonium persulfate, and aqueous hydrogen peroxide. The amount of polymerization initiator may desirably range from about 0.01 to about 5 weight percent based on the total weight of monomer present.
- The polymerization temperature may vary depending on the polymerization solvent, monomers, surfactants, and polymerization initiator used, but in general, ranges from about 20° C. to about 90° C. The polymerization time generally ranges from about 2 to about 8 hours.
- The total amount of cationic synthetic co-polymer in the tissue sheet will depend upon the amount of polysiloxane applied to the tissue sheet. The amount of the cationic synthetic co-polymer relative to polysiloxane on a dry weight to dry weight basis may be from about 2 percent to about 98 percent, more specifically from about 5% to about 70%, and most specifically from about 10% to about 50%.
- Methods of Application
- The polysiloxanes or polysiloxane and binder compositions may be applied to the pulp fibers or the formed tissue sheet at any point in the tissue making process with any method and in any form so long as the claimed product benefits are not compromised. In some embodiments, the polysiloxane or polysiloxane and binder composition may be applied to the tissue sheet after the tissue sheet has been formed (wet tissue sheet, dewatered tissue sheet, dried tissue sheet, and/or tissue product). If a polysiloxane or polysiloxane and binder composition is applied to a formed wet or dewatered tissue sheet, the solids level of such a tissue sheet may range from about 10% or greater (i.e., the tissue sheet comprises about 10 grams of dry solids and 90 grams of water). More specifically the solids level of the tissue sheet during the application of the polysiloxane and/or polysiloxane and binder composition may be about 15% or greater, and most specifically about 20% or greater. In embodiments wherein the polysiloxane and/or polysiloxane and binder composition may be applied to a dried tissue sheet and/or tissue product, the solids level of the dry tissue sheet and/or tissue product may be about 80% or greater, more specifically about 85% or greater, and most specifically about 90% or greater.
- The application of a polysiloxane, a synthetic co-polymer, and/or a polysiloxane and binder composition of the present invention formed tissue sheet may be accomplished by any method known in the art including, but not limited to:
- Contact printing methods such as gravure, offset gravure, flexographic printing and the like.
- A spray applied to a tissue sheet. For example, spray nozzles may be mounted over a moving tissue sheet to apply a desired dose of a solution to the tissue sheet. Nebulizers may also be used to apply a light mist to a surface of a tissue sheet.
- Non-contact printing methods such as ink jet printing, digital printing of any kind, and the like.
- Coating onto one or both surfaces of the a tissue sheet, such as blade coating, air knife coating, short dwell coating, cast coating, and the like.
- Extrusion from a die head such as UFD spray tips, such as those available from ITW-Dynatec located at Henderson, Tenn., of the polysiloxane, synthetic co-polymer, and/or polysiloxane and binder composition in the form of a solution, a dispersion or emulsion, or a viscous mixture.
- Foam application of the polysiloxane, synthetic co-polymer, and/or polysiloxane and binder composition to the tissue sheet (e.g., foam finishing), either for topical application or for impregnation of the polysiloxane, synthetic co-polymer, and/or polysiloxane and binder composition into the tissue sheet under the influence of a pressure differential (e.g., vacuum-assisted impregnation of the foam). Principles of foam application of additives such as binders and polysiloxanes are described in U.S. Pat. No. 4,297,860, issued on Nov. 3, 1981 to Pacifici et al. and U.S. Pat. No. 4,773,110, issued on Sep. 27, 1988 to G. J. Hopkins, both of which are herein incorporated by reference to the extent that they are non-contradictory herewith.
- Application of the polysiloxane, synthetic co-polymer, and/or polysiloxane and binder composition by spray or other means to a moving belt or fabric which in turn contacts the tissue sheet to apply the polysiloxane, synthetic co-polymer, and/or polysiloxane and binder composition to the tissue sheet, such as is disclosed in WO 01/49937 under the name S. Eichhorn, published on Jun. 12, 2001.
- The polysiloxane may also be added prior to formation of the tissue sheet. The polysiloxanes of the present invention may be added to pulp fibers by any method known in the art to form polysiloxane pretreated pulp fibers. Such treatments may include when the pulp fibers are suspended in water or added to the pulp fibers at the pulp mill. One method is to add the polysiloxane to the pulp fibers at the pulp mill after formation of the pulp sheet to form a dried pulp sheet containing polysiloxane as described in co-pending U.S. patent application Ser. No. 09/802,529 filed on Apr. 3, 2001 under the name Runge et al. Other methods of treating individualized pulp fibers with the polysiloxane are possible. For example, comminuted or flash dried fibers may be entrained in an air stream combined with an aerosol or spray of the polysiloxane to treat individual pulp fibers prior to incorporation into the tissue sheet. Other embodiments involving secondary processes may be utilized with the present invention. Examples of such processes include, but are not limited to:
- Preparing a slurry of non-treated, once dried pulp fibers, dewatering and optionally drying the slurried non-treated pulp fibers to form a partially dried or dried web of non-treated pulp fibers, treating partially dried or dried web of non-treated pulp fibers with a polysiloxane to form a partially dried or dried polysiloxane pretreated pulp fiber web, further drying said partially dried or dried polysiloxane pretreated pulp fiber web to form a dried polysiloxane pretreated pulp fiber web comprising polysiloxane pretreated pulp fibers.
- Applying a polysiloxane directly to a roll of dried or partially dried non-treated pulp fibers to form a roll of polysiloxane pretreated pulp fibers.
- It should be understood that while such secondary processes may be used to pretreat the pulp fibers with polysiloxane that utilizing such processes may result in undesirable issues, such as a significant economic penalty to the overall tissue product characteristics or properties.
- Tissue Preparation
- At the tissue machine, the dried polysiloxane pretreated pulp fiber is mixed with water to form at least one pulp fiber slurry of the polysiloxane pretreated pulp fiber wherein the polysiloxane may be retained by the individual pulp fibers coated with polysiloxane. Non-treated pulp fibers may also be added to the pulp fiber slurry comprising the polysiloxane pretreated pulp fibers. At least one additional pulp fiber slurries may be prepared using non-treated pulp fibers in the same manner as the pulp fiber slurry comprising polysiloxane pretreated pulp fibers. In one embodiment of the present invention, a pulp fiber slurry comprising the polysiloxane pre-treated pulp fibers and at least one pulp fiber slurry comprising non-treated pulp fibers may be passed to a stratified headbox. The pulp fiber slurries may be deposited from the stratified headbox onto a moving wire or belt, wherein the pulp fiber slurry comprising the polysiloxane pre-treated pulp fibers may be directed to at least one of the outside layers of the stratified headbox. The pulp fiber slurries are deposited to form a wet
layered tissue sheet 12 wherein the polysiloxane pretreated pulp fibers may comprise at least one of the outer layers of the wet tissue sheet 12 (such asouter layers 14 and/or 16 as shown in FIG. 1 orouter layers dried tissue sheet 12. The driedtissue sheet 12 may be converted into atissue product 10. - The
tissue sheet 12 to be treated may be made by any method known in the art. Thetissue sheet 12 may be wetlaid, such as a tissue sheet formed with known papermaking techniques wherein a dilute aqueous fiber slurry is disposed on a moving wire to filter out the fibers and form an embryonic tissue sheet which is subsequently dewatered by combinations of units including suction boxes, wet presses, dryer units, and the like. Examples of known dewatering and other operations are given in U.S. Pat. No. 5,656,132, issued on Aug. 12, 1997 to Farrington, Jr. et al. Capillary dewatering may also be applied to remove water from the tissue sheet, as disclosed in U.S. Pat. No. 5,598,643, issued on Feb. 4, 1997 and U.S. Pat. No. 4,556,450, issued on Dec. 3, 1985, both to S. C. Chuang et al., the disclosures of both which are herein incorporated by reference to the extent that they are non-contradictory herewith. - For the
tissue sheets 12 of the present invention, both creped and uncreped methods of manufacture may be used. Uncreped tissue production is disclosed in U.S. Pat. No. 5,772,845, issued on Jun. 30, 1998 to Farrington, Jr. et al., the disclosure of which is herein incorporated by reference to the extent it is non-contradictory herewith. Creped tissue production is disclosed in U.S. Pat. No. 5,637,194, issued on Jun. 10, 1997 to Ampulski et al.; U.S. Pat. No. 4,529,480, issued on Jul. 16, 1985 to Trokhan; U.S. Pat. No. 6,103,063, issued on Aug. 15, 2000 to Oriaran et al.; and, U.S. Pat. No. 4,440,597, issued on Apr. 3, 1984 to Wells et al., the disclosures of all of which are herein incorporated by reference to the extent that they are non-contradictory herewith. Also suitable for application of the above mentioned polysiloxanes aretissue sheets 12 that are pattern densified or imprinted, such as the webs disclosed in any of the following U.S. patents: U.S. Pat. No. 4,514,345, issued on Apr. 30, 1985 to Johnson et al.; U.S. Pat. No. 4,528,239, issued on Jul. 9, 1985 to Trokhan; U.S. Pat. No. 5,098,522, issued on Mar. 24, 1992; U.S. Pat. No. 5,260,171, issued on Nov. 9, 1993 to Smurkoski et al.; U.S. Pat. No. 5,275,700, issued on Jan. 4, 1994 to Trokhan; U.S. Pat. No. 5,328,565, issued on Jul. 12, 1994 to Rasch et al.; U.S. Pat. No. 5,334,289, issued on Aug. 2, 1994 to Trokhan et al.; U.S. Pat. No. 5,431,786, issued on Jul. 11, 1995 to Rasch et al.; U.S. Pat. No. 5,496,624, issued on Mar. 5, 1996 to Steltjes, Jr. et al.; U.S. Pat. No. 5,500,277, issued on Mar. 19, 1996 to Trokhan et al.; U.S. Pat. No. 5,514,523, issued on May 7, 1996 to Trokhan et al.; U.S. Pat. No. 5,554,467, issued on Sep. 10, 1996 to Trokhan et al.; U.S. Pat. No. 5,566,724, issued on Oct. 22, 1996 to Trokhan et al.; U.S. Pat. No. 5,624,790, issued on Apr. 29, 1997 to Trokhan et al.; and, U.S. Pat. No. 5,628,876, issued on May 13, 1997 to Ayers et al., the disclosures of all of which are herein incorporated by reference to the extent that they are non-contradictory herewith. Such imprintedtissue sheets 12 may have a network of densified regions that have been imprinted against a drum dryer by an imprinting fabric, and regions that are relatively less densified (e.g., “domes” in the tissue sheet) corresponding to deflection conduits in the imprinting fabric, wherein thetissue sheet 12 superposed over the deflection conduits was deflected by an air pressure differential across the deflection conduit to form a lower-density pillow-like region or dome in thetissue sheet 12. - Various drying operations may be useful in the manufacture of the
tissue products 10 of the present invention. Examples of such drying methods include, but are not limited to, drum drying, through drying, steam drying such as superheated steam drying, displacement dewatering, Yankee drying, infrared drying, microwave drying, radiofrequency drying in general, and impulse drying, as disclosed in U.S. Pat. No. 5,353,521, issued on Oct. 11, 1994 to Orloff and U.S. Pat. No. 5,598,642, issued on Feb. 4, 1997 to Orloff et al., the disclosures of both which are herein incorporated by reference to the extent that they are non-contradictory herewith. Other drying technologies may be used, such as methods employing differential gas pressure include the use of air presses as disclosed U.S. Pat. No. 6,096,169, issued on Aug. 1, 2000 to Hermans et al. and U.S. Pat. No. 6,143,135, issued on Nov. 7, 2000 to Hada et al., the disclosures of both which are herein incorporated by reference to the extent they are non-contradictory herewith. Also relevant are the paper machines disclosed in U.S. Pat. No. 5,230,776, issued on Jul. 27, 1993 to I. A. Andersson et al. - Optional Chemical Additives
- Optional chemical additives may also be added to the aqueous pulp fiber slurries of the present invention and/or to the
embryonic tissue sheet 12 to impart additional benefits to thetissue product 10 and process and are not antagonistic to the intended benefits of the present invention. The following chemical additives are examples of additional chemical treatments that may be applied to thetissue sheets 12 comprising the polysiloxane pretreated pulp fibers or with the polysiloxane, synthetic co-polymers, and/or polysiloxane and binder composition. The chemical additives are included as examples and are not intended to limit the scope of the present invention. Such chemical additives may be added at any point in the papermaking process, before or after the formation of thetissue sheet 12. The chemical additives may also be added with the polysiloxane during the pretreatment of pulp fibers thereby forming the polysiloxane pretreated pulp fibers, therefore the chemical additives may be added in conjunction with the polysiloxane pretreated pulp fibers. The chemical additives may be added at any point in the tissue making process, before, after, or concurrent with the addition of the polysiloxane, the synthetic co-polymers, and/or the polysiloxane and binder composition of the present invention as well. The chemical additives may be blended directly with the polysiloxane, the synthetic co-polymers, and/or the polysiloxane and binder composition. Optionally, the chemical additives may be applied to the pulp fibers during the pulping process that are not pretreated with polysiloxane, thus non-treated pulp fibers. - It is also understood that the optional chemical additives may be employed in specific layers of the
tissue sheet 12 or may be employed throughout thetissue sheet 12 as broadly known in the art. For example, in a layered tissue sheet configuration, strength agents may be applied only to the layer of thetissue sheet 12 comprising softwood pulp fibers and/or bulk debonders may be applied only to the layer of thetissue sheet 12 comprising hardwood pulp fibers. While significant migration of the chemical additives into the other untreated layers of thetissue sheet 12 may occur, benefits may be further realized than when the chemical additives are applied to all layers of thetissue sheet 12 on an equal basis. Such layering of the optional chemical additives may be useful in the present invention. - Charge Control Agents
- Charge promoters and control agents are commonly used in the papermaking process to control the zeta potential of the papermaking furnish in the wet end of the process. These species may be anionic or cationic, most usually cationic, and may be either naturally occurring materials such as alum or low molecular weight high charge density synthetic polymers typically of molecular weight less than 500,000. Drainage and retention aids may also be added to the furnish to improve formation, drainage and fines retention. Included within the retention and drainage aids are microparticle systems containing high surface area, high anionic charge density materials.
- Strength Additives
- Wet and dry strength agents may also be applied to the
tissue sheet 12. As used herein, the term “wet strength agents” are materials used to immobilize the bonds between pulp fibers in the wet state. Typically, the means by which pulp fibers are held together in tissue sheets and tissue products involve hydrogen bonds and sometimes combinations of hydrogen bonds and covalent and/or ionic bonds. In the present invention, it may be useful to provide a material that will allow bonding of pulp fibers in such a way as to immobilize the fiber-to-fiber bond points and make the pulp fibers resistant to disruption in the wet state. In this instance, the wet state usually will mean when the tissue sheet or tissue product is largely saturated with water or other aqueous solutions, but could also mean significant saturation with body fluids such as urine, blood, mucus, menses, runny bowel movement, lymph and other body exudates. - Any material that when added to a tissue sheet or tissue product results in providing the tissue sheet or tissue product with a mean wet geometric tensile strength:dry geometric tensile strength ratio in excess of 0.1 will, for purposes of the present invention, be termed a wet strength agent. Typically these materials are termed either as permanent wet strength agents or as “temporary” wet strength agents. For the purposes of differentiating permanent wet strength agents from temporary wet strength agents, the permanent wet strength agents will be defined as those resins which, when incorporated into tissue sheets or tissue products, will provide a tissue product that retains more than about 50% of its original wet strength after being saturated with water for a period of at least five minutes. Temporary wet strength agents are that provide a tissue product that retains less than about 50% of its original wet strength after being saturated with water for five minutes. Both classes of material may find application in the present invention. The amount of wet strength agent that may be added to the pulp fibers may be about 0.1 dry weight percent or greater, more specifically about 0.2 dry weight percent or greater, and still more specifically from about 0.1 to about 3 dry weight percent, based on the dry weight of the pulp fibers.
- Permanent wet strength agents will provide a more or less long-term wet resilience to the structure of a tissue sheet or tissue product. In contrast, the temporary wet strength agents will typically provide tissue sheet or tissue product structures that had low density and high resilience, but would not provide a structure that had long-term resistance to exposure to water or body fluids.
- Wet and Temporary Wet Strength Additives
- Temporary wet strength additives may be cationic, nonionic or anionic. Examples of such temporary wet strength additives include PAREZ™ 631 NC and PAREZ® 725 temporary wet strength resins that are cationic glyoxylated polyacrylamides available from Cytec Industries, located at West Paterson, N.J. These and similar resins are described in U.S. Pat. No. 3,556,932, issued on Jan. 19, 1971 to Coscia et al. and U.S. Pat. No. 3,556,933, issued on Jan. 19, 1971 to Williams et al. Hercobond 1366, manufactured by Hercules, Inc. located at Wilmington, Del. is another commercially available cationic glyoxylated polyacrylamide that may be used with the present invention. Additional examples of temporary wet strength additives include dialdehyde starches such as Cobond 1000 commercially available from National Starch and Chemical Company and other aldehyde containing polymers such as those described in U.S. Pat. No. 6,224,714, issued on May 1, 2001 to Schroeder et al.; U.S. Pat. No. 6,274,667, issued on Aug. 14, 2001 to Shannon et al.; U.S. Pat. No. 6,287,418, issued on Sep. 11, 2001 to Schroeder et al.; and, U.S. Pat. No. 6,365,667, issued on Apr. 2, 2002 to Shannon et al., the disclosures of all of which are herein incorporated by reference to the extent that they are non-contradictory herewith.
- Permanent wet strength agents comprising cationic oligomeric or polymeric resins may be used in the present invention. Polyamide-polyamine-epichlorohydrin type resins such as KYMENE 557H sold by Hercules, Inc. located at Wilmington, Del. are the most widely used permanent wet-strength agents and are suitable for use in the present invention. Such materials have been described in the following U.S. Pat. No. 3,700,623, issued on Oct. 24, 1972 to Keim; U.S. Pat. No. 3,772,076, issued on Nov. 13, 1973 to Keim; U.S. Pat. No. 3,855,158, issued on Dec. 17, 1974 to Petrovich et al.; U.S. Pat. No. 3,899,388, issued on Aug. 12, 1975 to Petrovich et al.; U.S. Pat. No. 4,129,528, issued on Dec. 12, 1978 to Petrovich et al.; U.S. Pat. No. 4,147,586, issued on Apr. 3, 1979 to Petrovich et al.; and, U.S. Pat. No. 4,222,921, issued on Sep. 16, 1980 to van Eenam. Other cationic resins include polyethylenimine resins and aminoplast resins obtained by reaction of formaldehyde with melamine or urea. Permanent and temporary wet strength resins may be used together in the manufacture of tissue sheets and tissue products with such use being recognized as falling within the scope of the present invention.
- Dry Strength Additives
- Dry strength resins may also be applied to the tissue sheet without affecting the performance of the disclosed polysiloxanes of the present invention. Such materials may include, but are not limited to, modified starches and other polysaccharides such as cationic, amphoteric, and anionic starches and guar and locust bean gums, modified polyacrylamides, carboxymethylcellulose, sugars, polyvinyl alcohol, chitosan, and the like. Such dry strength additives are typically added to the pulp fiber slurry prior to the formation of the tissue sheet or as part of the creping package.
- Additional Softness Additives
- It may be desirable to add additional debonders or softening chemistries to a tissue sheet. Such softness additives may be found to further enhance the hydrophilicity of the finished tissue product. Examples of debonders and softening chemistries may include the simple quaternary ammonium salts having the general formula (R 1
+ )4−b—N+—(R1+ )bX− wherein R1+ is a C1-6 alkyl group, R1+ is a C14-C22 alkyl group, b is an integer from 1 to 3 and X− is any suitable counterion. Other similar compounds may include the monoester, diester, monoamide, and diamide derivatives of the simple quaternary ammonium salts. A number of variations on these quaternary ammonium compounds should be considered to fall within the scope of the present invention. Additional softening compositions include cationic oleyl imidazoline materials such as methyl-1-oleyl amidoethyl-2-oleyl imidazo linium methylsulfate commercially available as Mackernium CD-183 from McIntyre Ltd., located in University Park, Ill. and Prosoft TQ-1003 available from Hercules, Inc. Such softeners may also incorporate a humectant or a plasticizer such as a low molecular weight polyethylene glycol (molecular weight of about 4,000 daltons or less) or a polyhydroxy compound such as glycerin or propylene glycol. These softeners may be applied to the pulp fibers while in a pulp fiber slurry prior to the formation of a tissue sheet to aid in bulk softness. Additional bulk softening agents suitable for addition to the slurry of pulp fibers include cationic polysiloxanes such as those described in U.S. Pat. No. 5,591,306, issued on Jan. 7, 1997 to Kaun and U.S. Pat. No. 5,725,736, issued on Mar. 10, 1998 to Schroeder, the disclosures of both which are herein incorporated by reference to the extend that they are non-contradictory herewith. At times, it may be desirable to add such secondary softening agents simultaneously with the polysiloxanes of the present invention. In such cases, solutions or emulsions of the softening composition and polysiloxane may be blended. - Miscellaneous Agents
- Additional types of chemical additives that may be added to the tissue sheet include, but is not limited to, absorbency aids usually in the form of cationic, anionic, or non-ionic surfactants, humectants and plasticizers such as low molecular weight polyethylene glycols and polyhydroxy compounds such as glycerin and propylene glycol. Materials that supply skin health benefits such as mineral oil, aloe extract, vitamin e and the like may also be incorporated into the tissue sheet.
- In general, the polysiloxane pretreated pulp fibers of the present invention may be used in conjunction with any known materials and chemical additives that are not antagonistic to their intended use. Examples of such materials include, but are not limited to, odor control agents, such as odor absorbents, activated carbon fibers and particles, baby powder, baking soda, chelating agents, zeolites, perfumes or other odor-masking agents, cyclodextrin compounds, oxidizers, and the like. Superabsorbent particles, synthetic fibers, or films may also be employed. Additional options include cationic dyes, optical brighteners, humectants, emollients, and the like. A wide variety of other materials and chemical additives known in the art of tissue-making production may be included in the tissue sheets of the present invention.
- The application point for these materials and chemical additives is not particularly relevant to the invention and such materials and chemical additives may be applied at any point in the tissue manufacturing process. This includes pre-treatment of pulp, application in the wet end of the process, post-treatment after drying but on the tissue machine and topical post-treatment.
- Analytical Methods
- Determination of Atomic % Silicon
- X-ray photoelectron spectroscopy (XPS) is a method used to analyze certain elements lying on the surface of a material. Sampling depth is inherent to XPS. Although the x-rays can penetrate the sample microns, only those electrons that originate at the outer ten Angstroms below the solid surface can leave the sample without energy loss. It is these electrons that produce the peaks in XPS. The electrons that interact with the surrounding atoms as they escape the surface form the background signal. The sampling depth is defined as 3 times the inelastic mean free path (the depth at which 95% of the photoemission takes place), and is estimated to be 50-100 angstroms. The mean free path is a function of the energy of the electrons and the material that they travel through.
- The flux of photoelectrons that come off the sample, collected, and detected is elemental and instrumental dependant. It is not overly critical to the results as herein expressed. The atomic sensitivity factors are various constants for each element that account for these variables. The atomic sensitivity factors are supplied with the software from each XPS instrument manufacturer. Those skilled in the art will understand the need to use the set of atomic sensitivity factors designed for their instrument. The atomic sensitivity factor (S) is defined by the equation:
- S=fσθyλAT and is a constant for each photoelectron.
- f=x-ray flux
- σ=photoelectron cross-section
- θ—angular efficiency factor
- y=efficiency in the photoelectron process
- λ=mean free path
- A=area of sample
- T=detection efficiency
- Atomic concentrations are determined by the following equation:
- C x =I x /S x(ΣI j /S j)
- Cx=atomic fraction of element x
- Ix=peak intensity of photoelectron of element x
- Sx=atomic sensitivity factor for photoelectron of element x
- The relative surface concentration and z-directional polysiloxane gradient of the polysiloxanes on the tissue samples was determined by x-ray photoelectron spectroscopy (XPS) using a Fisions M-Probe spectrometer equipped with monochromatic Al Kα x-rays, as reported in Surface Interface Analysis, vol 10, pages 36-47 (1987).
- Sample Preparation
- Several tissue sheets were prepared for each code and placed in a successive fashion to form a stack of polysiloxane pretreated pulp fiber tissue sheets. The stack of polysiloxane pretreated pulp fiber tissue sheets was wrapped in aluminum foil for storage until the polysiloxane pretreated pulp fiber tissue sheets could be analyzed. Samples were prepared from a single sheet of material obtained from the center of stack. A center sheet was chosen to prevent the possibility of smearing of the silicone treatment or cross-contamination with the packaging. A ca. 1 cm×1 cm representative section was cut from the center of a selected sheet. The 1 cm×1 cm section was divided in half. The outer fibers were analyzed from one half and the opposite side was analyzed from the second half. Each section of tissue was mounted to a sample holder using a silicone free double sided tape such as Scotch™ Brand Double Stick Tape. The mounted samples were placed in the introduction chamber and allowed to pump down to at least 1×10 4 torr prior to moving them into the analyzing chamber. Prior to analysis, the base pressure in the analysis chamber was allowed to reach 1.0×10−7 torr or less.
- Spectral Acquisition
- Due to the insulating capacity of the cellulosic media, a metal screen was placed over the samples and charge compensation was accomplished using an electron flood gun. The flood gun was adjusted to optimize peak height and minimize the resolution of the C1s peak. The same charging compensation was used for all the samples. The binding energy scale of each spectra was adjusted by referencing the C—C/C—H contribution of the C1s peak to 285.0 eV. Survey spectra from 0-600 eV were acquired from each sample. Three regions were analyzed per sample and the results averaged.
- Data Processing
- Data processing of the collected spectra was accomplished using M-Probe ESCA Software, release S-Probe 1.26.00, revision date Sep. 2, 1994. Atomic percentage calculations were obtained from peak area measurements and atomic sensitivity factors supplied with the software. The data is either presented as Si/C ratios or as surface coverage measurements. The surface coverage calculations were made based on measurements made from a thin film of the silicone surface treatment cast on a gold coated glass slide.
- Percent Surface Coverage=A/B*100
- A=Si/C ratio from treated sample
- B=Si/C ratio from prepared Surface treatment on gold coated glass slide
- Total Polysiloxane in Sheet
- The polydimethyl siloxane content on the pulp fiber substrates was determined using the following procedure. A sample containing dimethyl siloxane is placed in a headspace vial, boron trifluoride reagent is added, and the vial sealed. After reacting for about fifteen minutes at about 100° C., the resulting Diflourodimethyl siloxane in the headspace of the vial is measured by gas chromatography using an FID detector.
- 3Me2SiO+2BF3O(C2H5)2→3 Me2SiF2+B2O3+2 (C2H5)2O
- The method described herein was developed using a Hewlett-Packard Model 5890 Gas Chromatograph with an FID and a Hewlett-Packard 7964 autosampler. An equivalent gas chromatography system may be substituted.
- The instrument was controlled by, and the data collected using, Perkin-Elmer Nelson Turbochrom software (version 4.1). An equivalent software program may be substituted. A J&W Scientific GSQ (30 m×0.53 mm i.d.) column with film thickness 0.25 μm, Cat. # 115-3432 was used. An equivalent column may be substituted.
- The gas chromatograph was equipped with a Hewlett-Packard headspace autosampler, HP-7964 and set up at the following conditions:
Bath Temperature: 100° C. Loop Temperature: 110° C. Transfer Line 120° C. GC Cycle Time: 25 minutes Temperature: Vial Equilibrium 15 minutes Pressurize Time: 0.2 minutes Time: Loop Fill Time: 0.2 minutes Loop Equil. Time 0.05 minutes Inject Time: 1.0 minute Vial Shake: 1 (Low) - The Gas Chromatograph was set to the following instrument conditions:
- Carrier gas: Helium
- Flow rate: 16.0 mL through column and 14 mL make-up at the detector.
- Injector Temperature: 150° C.
- Detector Temperature: 220° C.
- Chromatography Conditions:
- 50° C. for 4 minutes with a ramp of 10° C./minute to 150° C.
- Hold at final temperature for 5 minutes.
- Retention Time: 7.0 min. for DFDMS
- Preparation of Stock Solution
- A stock solution containing approximately 5000 μg/ml polydimethyl siloxane was prepared in the following manner. Approximately 1.25 grams of the polydimethyl siloxane emulsion is weighed to the nearest 0.1 mg into a 250-mi volumetric flask. The actual weight (represented as X) is recorded. Distilled water is added and the flask swirled to dissolve/disperse the emulsion. When dissolved/dispersed, the emulsion is diluted to volume with water and mixed. The ppm of the polysiloxane emulsion (represented as Y) is calculated from the following equation:
- PPM polysiloxane emulsion Y=X/0.250
- Preparation of Calibration Standards
- The Calibration Standards are made to bracket the target concentration by adding 0 (blank), 50, 100, 250, and 500 μL of the Stock Solution (the volume in uL V c recorded) to successive 20 mL headspace vials containing 0.1±0.001 grams of an untreated control tissue sheet. The solvent is evaporated by placing the headspace vials in an oven at a temperature ranging between about 60 to about 70° C. for 15 minutes. The μg of emulsion (represented as Z) for each calibration standard is calculated from the following equation:
- Z=Vc* Y/1000
- Analytical Procedure
- The calibration standards are then analyzed according to the following procedure: 0.100±0.001 g sample of a tissue sheet is weighed to the nearest 0.1 mg into a 20-ml headspace vial. The sample weight (represented as W s) in mg is recorded. The amount of tissue sheet taken for the standards and samples must be the same.
- 100 μL of BF 3 reagent is added to each of the tissue sheet samples and calibration standards. Each vial is sealed immediately after adding the BF3 reagent.
- The sealed vials are placed in the headspace autosampler and analyzed using the conditions described previously, injecting 1 mL of the headspace gas from each tissue sheet sample and calibration standard.
- Calculations
- A calibration curve of μg emulsion versus analyte peak area is prepared.
- The analyte peak area of the tissue sheet sample is then compared to the calibration curve and amount of polydimethylsiloxane emulsion (represented as (A)) in μg on the tissue sheet determined.
- The amount of polydimethylsiloxane emulsion (represented as (C)) in percent by weight on the tissue sample is computed using the following equation:
- (C)=(A)/(W*104)
- The amount of the polydimethyl siloxane (represented as (D)) in percent by weight on the tissue sheet sample is computed using the following equation and the weight % polysiloxane (represented as (F)) in the emulsion:
- (D)=(C)*(F)/100
- Basis Weight Determination (Tissue)
- The basis weight and bone dry basis weight of the tissue sheet specimens was determined using a modified TAPPI T410 procedure. As is basis weight samples were conditioned at 23° C.±1° C. and 50+2% relative humidity for a minimum of 4 hours. After conditioning a stack of 16-3″×3″ samples was cut using a die press and associated die. This represents a tissue sheet sample area of 144 in 2. Examples of suitable die presses are TMI DGD die press manufactured by Testing Machines, Inc. located at Islandia, N.Y., or a Swing Beam testing machine manufactured by USM Corporation, located at Wilmington, Mass. Die size tolerances are +/−0.008 inches in both directions. The specimen stack is then weighed to the nearest 0.001 gram on a tared analytical balance. The basis weight in pounds per 2880 ft2 is then calculated using the following equation:
- Basis weight=stack wt. In grams/454*2880
- The bone dry basis weight is obtained by weighing a sample can and sample can lid to the nearest 0.001 grams (this weight is A). The sample stack is placed into the sample can and left uncovered. The uncovered sample can and stack along with sample can lid is placed in a 105° C.±2° C. oven for a period of 1 hour±5 minutes for sample stacks weighing less than 10 grams and at least 8 hours for sample stacks weighing 10 grams or greater. After the specified oven time has lapsed, the sample can lid is placed on the sample can and the sample can removed from the oven. The sample can is allowed to cool to approximately ambient temperature but no more than 10 minutes. The sample can, sample can lid, and sample stack are then weighed to the nearest 0.001 gram (this weight is C). The bone dry basis weight in pounds/2880 ft 2 is calculated using the following equation:
- Bone Dry BW=(C−A)/454*2880
- Dry Tensile (tissue)
- The Geometric Mean Tensile (GMT) strength test results are expressed as grams-force per 3 inches of sample width. GMT is computed from the peak load values of the MD (machine direction) and CD (cross-machine direction) tensile curves, which are obtained under laboratory conditions of 23.0° C.±1.0° C., 50.0±2.0% relative humidity, and after the tissue sheet has equilibrated to the testing conditions for a period of not less than four hours. Testing is conducted on a tensile testing machine maintaining a constant rate of elongation, and the width of each specimen tested was 3 inches. The “jaw span” or the distance between the jaws, sometimes referred to as gauge length, is 2.0 inches (50.8 mm). The crosshead speed is 10 inches per minute (254 mm/min.) A load cell or full-scale load is chosen so that all peak load results fall between 10 and 90 percent of the full-scale load. In particular, the results described herein were produced on an Instron 1122 tensile frame connected to a Sintech data acquisition and control system utilizing IMAP software running on a “486 Class” personal computer. This data system records at least 20 load and elongation points per second. A total of 10 specimens per sample are tested with the sample mean being used as the reported tensile value. The geometric mean tensile is calculated from the following equation:
- GMT=(MD Tensile*CD Tensile)1/2
- To account for small variations in basis weight, GMT values were then corrected to the 18.5 pounds/2880 ft 2 target basis weight using the following equation:
- Corrected GMT=Measured GMT*(18.5/Bone Dry Basis Weight)
- Lint and Slough Measurement
- In order to determine the abrasion resistance, or tendency of the fibers to be rubbed from the tissue sheet when handled, each sample was measured by abrading the tissue specimens via the following method. This test measures the resistance of a material to an abrasive action when the material is subjected to a horizontally reciprocating surface abrader. The equipment and method used is similar to that described in U.S. Pat. No. 4,326,000, issued on Apr. 20, 1982 to Roberts, Jr. and assigned to the Scott Paper Company, the disclosure of which is herein incorporated by reference to the extent that it is non-contradictory herewith. All tissue sheet samples were conditioned at 23° C.±1° C. and 50±2% relative humidity for a minimum of 4 hours. FIG. 4 is a schematic diagram of the test equipment. Shown is the abrading spindle or
mandrel 55, adouble arrow 56 showing the motion of themandrel 55, a sliding clamp 7, aslough tray 58, astationary clamp 59, a cycle speed control 50, a counter 51, and start/stop controls 62. - The abrading
spindle 55 consists of a stainless steel rod, 0.5″ in diameter with the abrasive portion consisting of a 0.005″ deep diamond pattern knurl extending 4.25″ in length around the entire circumference of the rod. The abradingspindle 55 is mounted perpendicularly to the face of theinstrument 53 such that the abrasive portion of the abradingspindle 55 extends out its entire distance from the face of theinstrument 53. On each side of the abradingspindle 55 is located a pair ofclamps spindle 55. The movable clamp 57 (weighing approximately 102.7 grams) is allowed to slide freely in the vertical direction, the weight of themovable clamp 57 providing the means for insuring a constant tension of the tissue sheet sample over the surface of the abradingspindle 55. - Using a JDC-3 or equivalent precision cutter, available from Thwing-Albert Instrument Company, located at Philadelphia, Pa., the tissue sheet sample specimens are cut into 3″±0.05″ wide×7″ long strips (note: length is not critical as long as specimen can span distance so as to be inserted into the clamps A & B). For tissue sheet samples, the MD direction corresponds to the longer dimension. Each tissue sheet sample is weighed to the nearest 0.1 mg. One end of the tissue sheet sample is clamped to the fixed
clamp 59, the sample then loosely draped over the abrading spindle ormandrel 55 and clamped into the slidingclamp 57. The entire width of the tissue sheet sample should be in contact with the abradingspindle 55. The slidingclamp 57 is then allowed to fall providing constant tension across the abradingspindle 55. - The abrading
spindle 55 is then moved back and forth at an approximate 15 degree angle from the centered vertical centerline in a reciprocal horizontal motion against the tissue sheet sample for 20 cycles (each cycle is a back and forth stroke), at a speed of 170 cycles per minute, removing loose fibers from the surface of the tissue sheet sample. Additionally the spindle rotates counter clockwise (when looking at the front of the instrument) at an approximate speed of 5 RPMs. The tissue sheet sample is then removed from thejaws - Caliper
- The term “caliper” as used herein is the thickness of a single tissue sheet, and may either be measured as the thickness of a single tissue sheet or as the thickness of a stack of ten tissue sheets and dividing the ten tissue sheet thickness by ten, where each sheet within the stack is placed with the same side up. Caliper is expressed in microns. Caliper was measured in accordance with TAPPI test methods T402 “Standard Conditioning and Testing Atmosphere For Paper, Board, Pulp Handsheets and Related Products” and T411 om-89 “Thickness (caliper) of Paper, Paperboard, and Combined Board” optionally with Note 3 for stacked tissue sheets. The micrometer used for carrying out T411 om-89 is a Bulk Micrometer (TMI Model 49-72-00, Amityville, N.Y.) or equivalent having an anvil diameter of 4{fraction (1/16)} inches (103.2 millimeters) and an anvil pressure of 220 grams/square inch (3.3 g kilo Pascals).
- Softness
- Panel Softness
- Softness of tissue sheets and/or tissue products is determined from sensory panel testing. The testing is performed by trained panelists who rub the formed tissue sheets and/or tissue products and compare the softness attributes of the tissue sheets and/or tissue products to the same softness attributes of high and low softness control standards. After comparing these characteristics to the standards, the panelists assign a value for each of the tissue sheets' and/or tissue products' softness attributes. From these values an overall softness of the tissue sheets and/or tissue products determined on a scale from 1 (least soft) to 16 (most soft). The higher the number, the softer the tissue sheet and/or tissue product. In general, a difference of less than 0.5 in the panel softness value is not statistically significant.
- Sensory Softness
- Sensory softness is an assessment of tissue sheet in-hand feel softness. This panel is lightly trained so as to provide assessments closer to those a consumer might provide. The strength lies in its generalizability to the consumer population. This softness measure is employed when the purpose is to obtain a holistic overview of attributes of the tissue sheets and to determine if differences in the tissue sheets are humanly perceivable.
- The following is the specific softness procedure the panelists utilize while evaluating sensory softness for bath, facial and towel products. Samples of tissue sheets or tissue products are placed across the non-dominant arm with the coded side facing up. The pads of the thumb, index, and middle fingers of the dominant hand are then moved in a circular motion lightly across several areas of the sample. The velvety, silky, and fuzzy feel of the samples of the tissue sheets or tissue products is evaluated. Both sides of the samples are evaluated in the same manner. The procedure is then repeated for each additional sample. The samples are then ranked by the analyst from least to most soft.
- The sensory softness data results are analyzed using a Freidman Two-Way Analysis of Variance (ANOVA) by Ranks. This analysis is a non-parametric test used for ranking data. The purpose is to determine if there is a difference between different experimental treatments. If there is not a ranking difference between the different experimental treatments, it is reasoned that the median response for one treatment is not statistically different than the median response of the other treatment, or any difference is caused by chance.
- Sensory softness is assessed by between 10 to 12 panelists applying a rank order paradigm with no replications. For each individual attribute, approximately 24-72 data points are generated. A maximum of six codes may be ranked at one time. More codes may be assessed in multiple studies provided a control code is used in each study to provide a common reference if codes are to be compared across multiple studies.
- Sensory softness is employed when it is desirable to obtain a holistic assessment of softness or to determine if sample differences are humanly perceivable. This panel is gently trained to provide assessments closer to those a consumer might provide. Sensory softness is useful for obtaining a read as to whether a sample change is humanly detectable and/or affects the softness perception. The data from the (IHR) is presented in rank format. Therefore, the data may be used to make relative comparisons within a study as a sample's ranking is dependent upon the samples it is ranked with. Test comparisons may be made across multiple studies as long at least one sample is tested in all the studies. A control code is also used to provide a link across multiple studies.
- Panel Slough
- Panel slough determines the tissue's slough performance of the tissue sheet in a simulated use setting. A group of highly trained panelists is used to provide slough information on tissue sheets, such as bath and facial products. Specific procedures are used for tissue sheets with the objective to select the tissue sheet with the most tissue particles (rolls, cigars) remaining on the tissue sheet. The analysis is in the form of a paired comparison.
- Panel slough data is analyzed using a binomial analysis for paired-comparison data. A higher frequency count on any given attribute is indicative of higher discriminating ability. While this does not provide a measure of intensity, it does represent the frequency of how often a code of tissue sheets was chosen as having more of a given attribute than the other codes of tissue sheets it was compared against. 10 to 12 panelists evaluate tissue sheets in a paired-comparison paradigm with 2-4 replications, depending on the number of submitted tissue sheet test codes. Aggregated frequency data is analyzed through the use of a binomial procedure. For each individual attribute, approximately 48-756 data points are generated.
- Panel slough testing has the ability to provide realism as to the context in which a tissue product made from a tissue sheet is consumed. Differences not detectable by the panel slough testing are found generally not be detectable by the general population.
- Bath tissue product is specifically tested according to the following procedure. Four continuous bath tissue sheets are removed from the test bath tissue product. The tissue sheet is folded in half at the perforation, with the Topside of the tissue sheet facing out. The tissue sheet is folded in half again. This procedure is repeated with the other sample of the tissue sheet. The fold tissue sheets are placed on the testing surface with folded side toward the tester. The edges of the tissue sheets are held down with one hand. Using the side of the thumb, the center of the tissue sheet is wiped in a circular motion for 5 complete rotations. This procedure is replicated for the second sample of the tissue sheet. The amount of tissue particles (rolls, cigars) remaining on the surface of each tissue sheet is evaluated.
- Facial tissue product is specifically tested according to the following procedure. One tissue sheet of each test facial tissue product is removed. The tissue sheet is wrapped around the index and middle finger of the dominant hand, using only one layer of the tissue sheet. The tissue sheet is wiped on the outer forearm of the non-dominant arm, covering an area the size of a quarter. Angle wipes toward your body using a back and forth motion for three complete wipes. Repeat this procedure with the other sample of the tissue sheet. Using a black background as a backdrop, the arm is viewed and the amount of tissue particles (rolls, cigars) remaining on the surface of each tissue sheet is evaluated.
- Examples 1 to 3 illustrate topical application via dual offset rotogravure printing of compatible cationic low Tg synthetic co-polymers with an amino functional polysiloxane (polysiloxane and binder compositions) to create tissue sheets demonstrating reduced z-directional polysiloxane penetration. Improved or equivalent softness of tissue sheets treated with these cationic low Tg synthetic co-polymers and amino functional polysiloxane (polysiloxane and binder compositions) at lower levels of polysiloxane and/or polysiloxane and binder compositions.
- For Examples 1 to 3, the gravure rolls used were electronically engraved, chrome over copper rolls supplied by Southern Graphics Systems, located at Louisville, Ky. The gravure rolls had a line screen of 360 cells per lineal inch and a volume of 1.25 Billion Cubic Microns (BCM) per square inch of the gravure roll surface. Typical cell dimensions for the gravure roll were 65 microns in length, 110 microns in width, and 13 microns in depth. The rubber backing offset applicator rolls were a 75 Shore A durometer cast polyurethane supplied by American Roller Company, located at Union Grove, Wis. The process was set up to a condition having about 0.375 inch interference between the gravure rolls and the rubber backing rolls and about 0.003 inch clearance between the facing rubber backing rolls. The simultaneous offset/offset gravure printer was run at a speed of about 200 feet per minute. This process yielded an add-on level of about 1.0 weight percent total solids add-on based on a 39 g/m 2 basis weight tissue sheet. The total polysiloxane add-on per ply (tissue sheet) was about 1.5%.
- Example 1 is a control tissue product having high z-directional polysiloxane penetration. The tissue product is a three ply creped tissue product having a finished basis weight of 39 g/m 2 (13 g/m2 per ply), and a furnish consisting of about 65 percent hardwood kraft pulp fibers and about 35 percent softwood kraft pulp fibers, was printed on both sides with a modified polysiloxane aqueous emulsion (Y-14344 manufactured by Crompton Corporation, located at Greenwich, Conn.) via a simultaneous offset rotogravure printing process. The modified polysiloxane aqueous emulsion contained about 35 weight percent of an amino-modified polysiloxane, about 57 weight percent water, about 6 weight percent emulsifiers, about 0.75 weight percent of a biocide package and a small amount of a buffering agent to adjust the pH of the final emulsion to within the range of about 6.5 to about 7.5. The finished layered tissue sheet was then converted into a 2K-C ply c-folded tissue product with the dryer side layer of each tissue sheet (ply) facing outward. The tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance. The atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 16.9% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 15.8% Si, thereby resulting in a % z-directional polysiloxane gradient of about 6.8%.
- Example 2 illustrates the use of a polysiloxane compatible cationic acrylate synthetic co-polymer in conjunction with the polysiloxane of Example 1 to reduce the z-directional polysiloxane penetration within a tissue sheet and/or tissue product. Equal volumes of the polysiloxane emulsion of Example 1 and an aqueous dispersion of a cationic synthetic co-polymer containing 80 mole % n-butyl acrylate and 20 mole % [2(methacryloyloxy)ethyl] trimethyl ammonium chloride were blended together. The cationic synthetic co-polymer was made via a solvent polymerization/aqueous exchange process and was delivered as a 25% solids dispersion in water. No other solvents or surfactants were present in the cationic synthetic co-polymer dispersion. The polysiloxane emulsion and cationic synthetic co-polymer composition (polysiloxane and binder composition) was allowed to stir for about 30 minutes under low shear using a standard mechanical mixer and the polysiloxane and binder composition was then applied to the tissue sheet in accordance with the procedure in Example 1. The finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet (ply) facing outward. The tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance. The atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 10.4% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 7.% Si, thereby resulting in a % z-directional polysiloxane gradient of about 32.7%.
- Example 3 illustrates the use of a polysiloxane compatible cationic acrylate synthetic co-polymer in conjunction with the polysiloxane of Example 1 to reduce the z-directional polysiloxane penetration of the tissue sheet and/or tissue product. Equal volumes of the polysiloxane emulsion of Example 1 and an aqueous dispersion of a cationic synthetic co-polymer containing 80 mole % n-butyl acrylate and 20 mole % [2(methacryloyloxy)ethyl] trimethylammonium methyl sulfate were blended together. The cationic synthetic co-polymer was made via a solvent polymerization/aqueous exchange process and was delivered as a 25% solids dispersion in water. No other solvents or surfactants were present in the cationic synthetic co-polymer dispersion. The polysiloxane emulsion and cationic synthetic co-polymer composition (polysiloxane and binder composition) was allowed to stir for about 30 minutes under low shear using a standard mechanical mixer and the polysiloxane and binder composition was then applied to the tissue sheet in accordance with the procedure in Example 1. The finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet (ply) facing outward. The tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance. The atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 11.9% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 7.7% Si, thereby resulting in a % z-directional polysiloxane gradient of about 34.7%.
- Despite having 50% less polysiloxane in the codes discussed in Examples 2 and 3 were rated by both sensory and panel softness to be equivalent in softness in the code discussed in Example 1 comprising the higher level of polysiloxane but having a much lower z-directional polysiloxane gradient.
- Examples 4 to 6
- Examples 4 to 10 illustrate the use of polysiloxane pretreated pulp fibers to make tissue sheets and/or tissue products having reduced z-directional polysiloxane penetration. For Examples 4 to 10, the polysiloxane pretreated pulp fibers were made in general accordance with the following procedure. Fully bleached eucalyptus kraft pulp fibers were prepared into a slurry having a pH value of about 4.5. The eucalyptus kraft pulp fiber slurry was formed into a fibrous web having a basis weight of about 900 g/m 2. The fibrous web was pressed and dried to about 85% solids. A neat polydimethylsiloxane, Q2-8220 commercially available from Dow Corning, located at Midland, Mich., was applied via a modified size press to both sides of the fibrous web. The amount of polysiloxane applied to the fibrous web was about 1.5% by weight of total bone dry pulp fiber in the fibrous web. The fibrous web was then dried further to about 95% solids or greater before being processed into rolls or bales. The amount of polysiloxane on the eucalyptus kraft pulp fibers was determined in accordance with the analytical gas chromatography method described above.
- Example 4 illustrates the preparation of a 2-layered soft tissue control sheet comprising non-treated pulp fiber (pulp fiber not treated with polysiloxane). The tissue sheet was manufactured according to the following procedure. About 60 pounds of non-treated eucalyptus hardwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a non-treated eucalyptus hardwood kraft pulp fiber slurry having a consistency of about 3%. The non-treated eucalyptus hardwood kraft pulp fiber slurry was then transferred to a machine chest and diluted to a consistency of about 0.75%. A cationic oleyl imidazoline debonder, Prosoft TQ-1003 commercially available from Hercules, Inc., was added to the non-treated eucalyptus hardwood kraft pulp fiber slurry at a rate of about 5 pounds per metric ton of dried eucalyptus kraft pulp fiber.
- About 60 pounds, air dry basis weight, of LL-19 northern softwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a northern softwood kraft pulp fiber slurry having a consistency of about 3%. A low level of refining was applied for about 6 minutes to the northern softwood kraft pulp fibers. After dispersing, the northern softwood kraft pulp fibers to form the slurry, the northern softwood kraft pulp fibers were passed to a machine chest and diluted to a consistency of about 0.75%.
- Kymene 6500, a commercially available PAE wet strength resin from Hercules, Inc., was added to both the non-treated eucalyptus hardwood kraft pulp fibers and northern softwood kraft pulp fiber slurries in the machine chest at a rate of about 8 pounds of dry chemical per ton of dry pulp fiber.
- The stock pulp fiber slurries were further diluted to about 0.1 percent consistency prior to forming and deposited from a two layered headbox onto a fine forming fabric having a velocity of about 50 feet per minute to form a 17″ wide tissue sheet. The flow rates of the stock pulp fiber slurries into the flow spreader were adjusted to give a target tissue sheet basis weight of about 12.7 gsm and a layer split of about 35% eucalyptus hardwood kraft pulp fibers in the dryer side layer and about 65% LL-19 northern softwood kraft pulp fibers in the felt side layer. The stock pulp fiber slurries were drained on the forming fabric, building a layered embryonic tissue sheet. The embryonic tissue sheet was transferred to a second fabric, a papermaking felt, before being further dewatered with a vacuum box to a consistency of between about 15 to about 25%. The embryonic tissue sheet was then transferred via a pressure roll to a steam heated Yankee dryer operating at a temperature of about 220° F. at a steam pressure of about 17 PSI. The dried tissue sheet was then transferred to a reel traveling at a speed about 30% slower than the Yankee dryer to provide a crepe ratio of about 1.3:1, thereby providing the layered tissue sheet.
- An aqueous creping composition was prepared containing about 0.635% by weight of polyvinyl alcohol (PVOH), available under the trade designation of Celvol 523 manufactured by Celanese, located at Dallas, Tex. (88% hydrolyzed with a viscosity of about 23 to about 27 cps. for a 6% solution at 20° C.) and 0.05% by weight of a PAE resin, available under the trade designation of Kymene 6500 from Hercules, Inc. All weight percentages are based on dry pounds of the chemical being discussed. The creping composition was prepared by adding the specific amount of each chemical to 50 gallons of water and mixing well. PVOH was obtained as a 6% aqueous solution and Kymene 557 as a 12.5% aqueous solution. The creping composition was then applied to the Yankee dryer surface via a spray boom at a pressure of about 60 psi at a rate of about 0.25 g solids/m 2 of product. The finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet facing outward. The tissue product was analyzed for sensory performance.
- Example 5 illustrates the use of polysiloxane pretreated pulp fibers in conjunction with non-treated pulp fibers to form a tissue product having a high z-directional polysiloxane gradient. The tissue was manufactured according to the following procedure. About 15 pounds, air dried basis weight, of polysiloxane pretreated eucalyptus hardwood kraft pulp fibers, comprising about 1.5% polysiloxane, and about 45 pounds of non-treated eucalyptus hardwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a polysiloxane pretreated eucalyptus hardwood kraft pulp fiber slurry having a consistency of about 3%. The polysiloxane pretreated eucalyptus hardwood kraft pulp fiber slurry was then transferred to a machine chest and diluted to a consistency of about 0.75%. A cationic oleyl imidazoline debonder, Prosoft TQ-1003, was added to the polysiloxane pretreated eucalyptus hardwood kraft pulp fibers at a rate of about 5 pounds per metric ton of dried eucalyptus kraft pulp fiber.
- About 60 pounds, air dry basis weight, of LL-19 northern softwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a northern softwood kraft pulp fiber slurry having a consistency of about 3%. A low level of refining was applied for about 6 minutes to the northern softwood kraft pulp fibers. After dispersing, the northern softwood kraft pulp fibers to form the slurry, the northern softwood kraft pulp fiber slurry was passed to a machine chest and diluted to a consistency of about 0.75%.
- Kymene 6500, a commercially available PAE wet strength resin from Hercules, Inc., was added to both the polysiloxane pretreated eucalyptus hardwood kraft pulp fiber and northern softwood kraft pulp fiber slurries in the machine chest at a rate of about 8 pounds of dry chemical per ton of dry pulp fiber.
- The stock pulp fiber slurries were further diluted to about 0.1 percent consistency prior to forming and deposited from a two layered headbox onto a fine forming fabric having a velocity of about 50 feet per minute to form a 17″ wide tissue sheet. The flow rates of the stock pulp fiber slurries into the flow spreader were adjusted to give a target tissue sheet basis weight of about 12.7 gsm and a layer split of about 35% eucalyptus hardwood kraft pulp fibers in the dryer side layer and 65% LL-19 northern softwood kraft pulp fibers in the felt side layer. The stock pulp fiber slurries were drained on the forming fabric, building a layered embryonic tissue sheet. The embryonic tissue sheet was transferred to a second fabric, a papermaking felt, before being further dewatered with a vacuum box to a consistency of between about 15 to about 25%. The embryonic tissue sheet was then transferred via a pressure roll to a steam heated Yankee dryer operating at a temperature of about 220° F. at a steam pressure of about 17 PSI. The dried tissue sheet was then transferred to a reel traveling at a speed about 30% slower than the Yankee dryer to provide a crepe ratio of about 1.3:1, thereby providing the layered tissue sheet.
- An aqueous creping composition was prepared containing about 0.635% by weight of polyvinyl alcohol (PVOH), available under the trade designation of Celvol 523 manufactured by Celanese, located at Dallas, Tex., (88% hydrolyzed with a viscosity of about 23 to about 27 cps. for a 6% solution at 20° C.) and about 0.05% by weight of a PAE resin, available under the trade designation of Kymene 6500 from Hercules, Inc. All weight percentages are based on dry pounds of the chemical being discussed. The creping composition was prepared by adding the specific amount of each chemical to 50 gallons of water and mixing well. PVOH was obtained as a 6% aqueous solution and Kymene 557 as a 12.5% aqueous solution. The creping composition was then applied to the Yankee dryer surface via a spray boom at a pressure of about 60 psi at a rate of about 0.25 g solids/m 2 of product.
- The finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet facing outward. The tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance. The atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 5.1% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 1.7% Si, thereby resulting in a % z-directional polysiloxane gradient of about 66.7%.
- Example 6 illustrates another use of polysiloxane pretreated pulp fibers in conjunction with non-treated pulp fibers to form a tissue sheet and/or tissue product having a high z-directional polysiloxane gradient. The tissue sheet was manufactured according to the following procedure. About 54 pounds, air dried basis weight, of polysiloxane pretreated eucalyptus hardwood kraft pulp fibers, comprising about 1.5% polysiloxane and about 6 pounds of non-treated eucalyptus hardwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a polysiloxane pretreated eucalyptus hardwood kraft pulp fiber slurry having a consistency of about 3%. The polysiloxane pretreated eucalyptus hardwood kraft pulp fiber slurry was then transferred to a machine chest and diluted to a consistency of about 0.75%. A cationic oleyl imidazoline debonder, Prosoft TQ-1003 from Hercules, Inc., was added to the polysiloxane pretreated eucalyptus hardwood kraft pulp fibers at a rate of 5 pounds per metric ton of dried eucalyptus pulp fiber.
- About 60 pounds, air dry basis weight, of LL-19 northern softwood kraft pulp fibers were dispersed in a pulper for about 30 minutes, forming a northern softwood kraft pulp fiber slurry having a consistency of about 3%. A low level of refining was applied for 6 minutes to the northern softwood kraft pulp fibers. After dispersing, the northern softwood kraft pulp fibers to form the slurry, the northern softwood kraft pulp fiber slurry was passed to a machine chest and diluted to a consistency of about 0.75%.
- Kymene 6500, a commercially available PAE wet strength resin from Hercules, Inc., was added to both the polysiloxane pretreated eucalyptus hardwood kraft pulp fiber and northern softwood kraft pulp fiber slurries in the machine chest at a rate of about 8 pounds of dry chemical per ton of dry pulp fiber.
- The stock pulp fiber slurries were further diluted to about 0.1 percent consistency prior to forming and deposited from a two layered headbox onto a fine forming fabric having a velocity of about 50 feet per minute to form a 17″ wide tissue sheet. The flow rates of the stock pulp fiber slurries into the flow spreader were adjusted to give a target tissue sheet basis weight of about 12.7 gsm and a layer split of about 35% eucalyptus hardwood kraft pulp fibers in the dryer side layer and about 65% LL-19 northern softwood kraft pulp fibers in the felt side layer. The stock pulp fiber slurries were drained on the forming fabric, building a layered embryonic tissue sheet. The embryonic tissue sheet was transferred to a second fabric, a papermaking felt, before being further dewatered with a vacuum box to a consistency of between about 15 to about 25%. The embryonic tissue sheet was then transferred via a pressure roll to a steam heated Yankee dryer operating at a temperature of about 220° F. at a steam pressure of about 17 PSI. The dried tissue sheet was then transferred to a reel traveling at a speed about 30% slower than the Yankee dryer to provide a crepe ratio of about 1.3:1, thereby providing the layered tissue sheet.
- An aqueous creping composition was prepared containing about 0.635% by weight of polyvinyl alcohol (PVOH), available under the trade designation of Celvol 523 manufactured by Celanese, located at Dallas, Tex., (88% hydrolyzed with a viscosity of about 23 to about 27 cps. for a 6% solution at 20° C.) and about 0.05% by weight of a PAE resin, available under the trade designation of Kymene 6500 from Hercules, Inc. All weight percentages are based on dry pounds of the chemical being discussed. The creping composition was prepared by adding the specific amount of each chemical to 50 gallons of water and mixing well. PVOH was obtained as a 6% aqueous solution and Kymene 557 as a 12.5% aqueous solution. The creping composition was then applied to the Yankee dryer surface via a spray boom at a pressure of about 60 psi at a rate of about 0.25 g solids/m 2 of product.
- The finished layered tissue sheet was then converted into a 2-ply c-folded tissue product with the dryer side layer of each tissue sheet (ply) facing outward. The tissue product was analyzed for z-directional polysiloxane gradient on the outer tissue sheets (plies) of the tissue product as well as sensory performance. The atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was found to be about 12.4% and the atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was found to be about 7.1% Si, thereby resulting in a % z-directional polysiloxane gradient of about 44%.
- The codes discussed in Examples 5 and 6 were rated significantly softer than the code discussed in Example 4 by both sensory and panel softness.
- The z-directional polysiloxane gradients of the codes in the Examples of the present invention were compared to the z-directional polysiloxane gradients of 2 commercially available polysiloxane 2-ply treated facial tissue products, Puffs ES and Kleenex Ultra Soft. For the commercial tissues products, the outside tissue sheets (plies) of each tissue products were analyzed. The tissue product was deplied and the Atomic % Si on the outer layers of the outer tissue sheets (plies) of the tissue product forming the outer surfaces of the tissue product was analyzed. The tissue sheet (ply) was then turned over and the Atomic % Si on the opposing outer layers of the outer tissue sheets of the tissue product that face inward in the tissue product was measured. Table 1 shows the comparison and indicates that the tissue products of the present invention have a significantly higher z-directional polysiloxane gradient than commercially available polysiloxane treated tissue products.
TABLE 1 % Atomic % Si Outside % Atomic Si % Si Face Inside Face Gradient 16.9 15.8 6.8 Example 2 (Invention) 10.4 7.0 32.7 Example 3 (Invention) 11.9 7.7 34.7 Example 5 (Invention) 5.1 1.7 66.7 Example 6 (Invention) 12.4 7.1 42.7 Puffs ES 10.3 8.7 15.5 Kleenex Ultra 20.9 18.8 11.0
Claims (73)
1. A tissue product comprising at least one ply, each ply comprises a first side and an opposing second side, wherein at least one ply comprises a polysiloxane distributed non-uniformly in the z-direction within the ply such that the ply has a % z-directional polysiloxane gradient between the first side of the ply and the second side of the ply of about 20% or greater.
2. The tissue product of claim 1 , wherein the polysiloxane in the ply or plies having the z-directional polysiloxane gradient is about 3 atomic % Si or greater on the side of the ply having the highest level of polysiloxane.
3. The tissue product of claim 1 , wherein the tissue product is a single ply tissue product.
4. The tissue product of claim 1 , wherein the tissue product is a multi-ply tissue product comprising at least two plies.
5. The tissue product of claim 1 , wherein the % z-directional gradient is about 30% or greater.
6. The tissue product of claim 1 , wherein the multi-ply tissue product comprises two plies, each ply comprising a z-directional gradient of polysiloxane wherein the sides of the plies having the higher level of polysiloxane are arranged so as to form the outer surfaces of the multi-ply tissue product.
7. The tissue product of claim 1 , wherein the multi-ply tissue product comprises at least three plies, each outer ply of the multi-ply tissue sheet comprises a % z-directional gradient of polysiloxane and wherein the sides of the two outer plies having the higher level of polysiloxane are arranged so as to form outer surfaces of the multi-ply tissue product.
8. The tissue product of claim 7 , wherein at least one of the inner plies does not contain a z-directional gradient of polysiloxane.
9. The tissue product of claim 1 , wherein the polysiloxane is delivered to the tissue product as a neat polysiloxane or as a mixture of neat polysiloxanes.
10. The tissue product of claim 1 , wherein the polysiloxane is topically applied to at least one ply of the tissue product thereby providing the z-directional polysiloxane gradient.
11. The tissue product of claim 1 , wherein the polysiloxane is delivered to the tissue product as polysiloxane pretreated pulp fibers.
12. The tissue product of claim 1 , wherein the polysiloxane is blended with a compatible binder and is topically applied to the tissue product.
13. The tissue product of claim 12 , wherein the compatible binder comprises a synthetic co-copolymer, the synthetic co-polymer having the general structure:

wherein:
each R1, R2, R3 comprise independently a: H; C1-4 alkyl radicals; or, mixtures thereof;
R4 comprises a C1-C8 alkyl radical or mixtures thereof;
Z1 comprises a bridging radical attaching the R4 functionality to the polymer backbone; and,
optionally Q1 comprises a functional group comprising at least a cationic quaternary ammonium radical,
wherein w, x, y≧1, z≧0, and the mole ratio of z to x is from about 0:1 to about 4:1.
14. The tissue product of claim 13 , wherein Z1 comprises a: —O—; —COO—; —OOC—; —CONH—; —NHCO—; or, mixtures thereof.
15. The tissue product of claim 13 , wherein Q2 is derived from monomers selected from the group of: hydroxyalkyl acrylates; hydroxyalkyl methacrylates; hydroxyethyl acrylate; polyalkoxyl acrylates; polyalkoxyl methacrylates; diacetone acrylamide; N-vinylpyrrolidinone; N-vinylformamide; and, mixtures thereof.
16. The tissue product of claim 13 , wherein the mole ratio of (x+z):y is from about 0.98:0.02 to about 1:1.
17. The tissue product of claim 1 , wherein the polysiloxane has the general structure of:

wherein:
each R1-R8 moiety comprises independently an organofunctional group or mixtures thereof; and,
y is an integer greater than 1.
18. The tissue product of claim 17 , wherein each R1-R8 comprises independently a C1 or higher of alkyl groups, aryl groups, ethers, polyethers, polyesters, amines, imines, amides, or mixtures thereof.
19. The tissue product of claim 1 , wherein the polysiloxane is an amino functional polysiloxane.
20. The tissue product of claim 19 , wherein the polysiloxane has the general structure:

wherein:
x and y are integers >0;
the mole ratio of x to (x+y) is from about 0.005 percent to about 25 percent;
each R1-R9 moiety comprises independently an organofunctional group or mixtures thereof; and,
R10 comprises an amino functional moiety or mixtures thereof.
21. The tissue product of claim 22 , wherein each R1-R9 moiety comprises independently a C1 or higher of alkyl groups, aryl groups, ethers, polyethers, polyesters, amides, or mixtures thereof.
22. The tissue product of claim 1 , wherein the polysiloxane has the general structure of:

wherein:
x and z are integers >0;
y is an integer ≧0;
the mole ratio of x to (x+y+z) is from about 0.05 percent to about 95 percent;
the mole ratio of y to (x+y+z) is from about 0 percent to about 25 percent;
each R1-R9 comprises independently an organofunctional group or mixtures thereof;
R10 comprises an amino functional moiety or mixtures thereof; and,
R11 comprises a hydrophilic functionality or mixtures thereof.
23. The tissue product of claim 22 , wherein each R0-R9 moiety comprises independently a C1 or higher of alkyl groups, aryl groups, ethers, polyethers, polyesters, amines, imines, amides, substituted amides, or mixtures thereof.
24. The tissue product of claim 22 , wherein R10 comprises an amino functional moiety selected from a primary amine, secondary amine, tertiary amine, quaternary amine, unsubstituted amide, and mixtures thereof.
25. The tissue product of claim 22 , wherein R11 comprises a polyether functional group having the formula: —R12—(R13—O)a—(R14O)b—R15 wherein:
each R12, R13, and R14 comprises independently branched C14alkyl groups, linear C14 alkyl groups, or mixtures thereof;
R15 comprises H, C1-30 alkyl group, or mixtures thereof; and,
a and b are integers of from about 1 to about 100.
26. The tissue product of claim 1 , wherein the tissue product comprises hardwood kraft pulp fibers, softwood kraft pulp fibers, mechanical pulp fibers, or mixtures thereof.
27. The tissue product of claim 1 , wherein at least one ply comprising the z-directional polysiloxane gradient is a blended tissue sheet having a homogeneous distribution of pulp fiber types within the z-direction of the ply.
28. The tissue product of claim 1 , wherein at least one ply comprising the z-directional polysiloxane gradient is a layered tissue sheet having a heterogeneous distribution of pulp fiber types within the z-direction of the ply.
29. The tissue product of claim 28 , wherein the side of at least one ply comprising the z-directional polysiloxane gradient having the higher polysiloxane content comprises hardwood kraft pulp fibers.
30. The tissue product of claim 29 , wherein the amount of the hardwood kraft pulp fibers in the ply is about 50 percent or greater.
31. The tissue product of claim 1 , wherein the polysiloxane content in at least one of the plies containing the z-directional polysiloxane gradient is from about 0.05% to about 5% by weight of pulp fibers within the ply.
32. A method for making a tissue sheet comprising:
(a) forming at least one aqueous suspension of pulp fibers;
(b) depositing the aqueous suspension of pulp fibers onto a forming fabric to form a wet tissue sheet;
(c) dewatering the wet tissue sheet to form a dewatered tissue sheet;
(d) drying the dewatered tissue sheet to form a dried tissue sheet; and,
(e) optionally converting the tissue sheet to form a tissue product, wherein the tissue sheet comprises a first side and an opposing second side, the tissue sheet comprises a polysiloxane distributed non-uniformly in the z-direction within the tissue sheet such that the tissue sheet has a % z-directional polysiloxane gradient between the first side of the tissue sheet and the second side of the tissue sheet of about 20% or greater.
33. The method of claim 32 , wherein the tissue sheet is a blended tissue sheet having a homogeneous distribution of pulp fiber types in the z-direction of the tissue sheet.
34. The method of claim 32 , wherein the tissue sheet is a layered tissue sheet having a heterogeneous distribution of pulp fiber types in the z-direction of the tissue sheet.
35. The method of claim 32 , wherein the amount of polysiloxane on the side of the tissue sheet having the highest atomic % Si is about 3 atomic % Si or greater.
36. The method of claim 32 , wherein the tissue sheet is converted to form a single ply tissue product.
37. The method of claim 32 , wherein the tissue sheet is converted to form a multi-ply tissue product comprising at least two plies.
38. The method of claim 32 , wherein the % z-directional polysiloxane gradient within the tissue sheet is about 30% or greater.
39. The method of claim 37 , wherein the multi-ply tissue product comprises two plies, each ply comprising a z-directional gradient of polysiloxane wherein the sides of the plies having the higher level of polysiloxane are arranged so as to form outer surfaces of the multi-ply tissue product.
40. The method of claim 37 , wherein the multi-ply tissue product comprises at least three plies such that two plies form outer plies and at least one ply forms an inner ply, each outer ply of the multi-ply tissue sheet comprises a % z-directional gradient of polysiloxane and wherein the sides of the two outer plies having the higher level of polysiloxane are arranged so as to form outer surfaces of the multi-ply tissue product.
41. The method of claim 40 , wherein at least one inner ply of the multi-ply tissue product does not contain a z-directional polysiloxane gradient.
42. The method of claim 32 , wherein the polysiloxane is topically applied to the tissue sheet having a consistency of about 10% or greater as a neat polysiloxane or mixture of neat polysiloxanes.
43. The method of claim 42 , wherein the neat polysiloxane or mixture of neat polysiloxanes has a viscosity of about 25 centipoise or greater.
44. The method of claim 32 , wherein the polysiloxane is topically applied to the tissue sheet having a consistency of about 90% or greater as a neat polysiloxane or mixture of neat polysiloxanes.
45. The method of claim 32 , wherein the polysiloxane is topically applied to the tissue sheet during converting as a neat polysiloxane or mixture of neat polysiloxanes.
46. The method of claim 32 , wherein the polysiloxane is topically applied to the tissue sheet having a consistency of about 10% or greater as a blend of a polysiloxane and a compatible binder.
47. The method of claim 46 , wherein the polysiloxane is an emulsion and the compatible binder is delivered and blended with the polysiloxane emulsion as a solution or colloidal dispersion of the compatible binder in water.
48. The method of claim 46 , wherein the polysiloxane and compatible binder blend is topically applied to the tissue sheet having a consistency of about 90% or greater.
49. The method of claim 46 , wherein the polysiloxane and compatible binder blend is topically applied to the tissue product during converting.
50. The method of claim 46 , wherein the compatible binder comprises a synthetic co-copolymer, the synthetic co-polymer having the general structure:

wherein:
each R1, R2, R3 comprise independently a: H; C14 alkyl radicals; or, mixtures thereof;
R4 comprises a C1-C8 alkyl radical or mixtures thereof;
Z1 comprises a bridging radical attaching the R4 functionality to the polymer backbone; and,
optionally Q1 comprises a functional group comprising at least a cationic quaternary ammonium radical,
wherein w, x, y>1, z>0, and the mole ratio of z to x is from about 0:1 to about 4:1.
51. The method of claim 50 , wherein Z1 comprises a: —O—; —COO—; —OOC—; —CONH—; —NHCO—; or, mixtures thereof.
52. The method of claim 50 , wherein Q2 is derived from monomers selected from the group of: hydroxyalkyl acrylates; hydroxyalkyl methacrylates; hydroxyethyl acrylate;
polyalkoxyl acrylates; polyalkoxyl methacrylates; diacetone acrylamide; N-vinylpyrrolidinone;
N-vinylformamide; and, mixtures thereof.
53. The method of claim 50 , wherein the mole ratio of (x+z):y is from about 0.98:0.02 to about 1:1.
54. The method of claim 32 , wherein the polysiloxane is delivered to the tissue sheet as polysiloxane pretreated pulp fibers.
55. A method for making a tissue sheet, comprising:
a) forming at least a first aqueous suspension of pulp fibers comprising polysiloxane pretreated pulp fibers;
b) forming at least a second aqueous suspension of pulp fibers comprising non-treated pulp fibers;
c) depositing the first and the second aqueous suspensions of pulp fibers onto a forming fabric thereby forming a wet tissue sheet;
d) dewatering the wet tissue sheet thereby forming a dewatered tissue sheet;
e) drying the dewatered tissue sheet to form a dried layered tissue sheet; and,
f) optionally converting the tissue sheet to form a tissue product,
wherein the tissue sheet comprises a first side and an opposing second side, the tissue sheet comprises a polysiloxane distributed non-uniformly in the z-direction within the tissue sheet such that the tissue sheet has a % z-directional polysiloxane gradient between the first side of the tissue sheet and the second side of the tissue sheet of about 20% or greater.
56. The method of claim 55 , further comprising forwarding the first aqueous suspension of pulp fibers to a stratified headbox having at least two layers such that the first aqueous suspension of pulp fiber is directed to one of the outside layers of the stratified headbox.
57. The method of claim 56 , further comprising forwarding the second aqueous suspension of pulp fibers to the other outside layer of the stratified headbox thereby forming a layered wet tissue sheet comprising one outer layer comprising polysiloxane pretreated pulp fibers and the other outer layer comprising non-treated pulp fibers.
58. The method of claim 55 , wherein the amount of polysiloxane on the side of the tissue sheet having the highest atomic % Si is about 3 atomic % Si or greater.
59. The method of claim 55 , wherein the tissue sheet is converted to form a single ply tissue product.
60. The method of claim 55 , wherein the tissue sheet is converted to form a multi-ply tissue product comprising at least two plies.
61. The method of claim 55 , wherein the % z-directional polysiloxane gradient within the tissue sheet is about 30% or greater.
62. The method of claim 60 , wherein the multi-ply tissue product comprises two plies, each ply comprising a z-directional gradient of polysiloxane wherein the sides of the plies having the higher level of polysiloxane are arranged so as to form outer surfaces of the multi-ply tissue product.
63. The method of claim 60 , wherein the multi-ply tissue product comprises at least three plies such that two plies form outer plies and at least one ply forms an inner ply, each outer ply of the multi-ply tissue sheet comprises a % z-directional gradient of polysiloxane and wherein the sides of the two outer plies having the higher level of polysiloxane are arranged so as to form outer surfaces of the multi-ply tissue product.
64. The method of claim 63 , wherein at least one inner ply of the multi-ply tissue product does not contain a z-directional polysiloxane gradient.
65. The method of claim 55 , wherein the polysiloxane has the general structure of:

wherein:
each R1-R8 moiety comprises independently an organofunctional group or mixtures thereof; and,
y is an integer greater than 1.
66. The method of claim 65 , wherein each R1-R8 comprises independently a C, or higher of alkyl groups, aryl groups, ethers, polyethers, polyesters, amines, imines, amides, or mixtures thereof.
67. The method of claim 55 , wherein the polysiloxane is an amino functional polysiloxane.
68. The method of claim 55 , wherein the polysiloxane has the general structure:

wherein:
x and y are integers >0;
the mole ratio of x to (x+y) is from about 0.005 percent to about 25 percent;
each R1-R9 moiety comprises independently an organofunctional group or mixtures thereof; and,
R10 comprises an amino functional moiety or mixtures thereof.
69. The method of claim 68 , wherein each R1-R9 moiety comprises independently a C1 or higher of alkyl groups, aryl groups, ethers, polyethers, polyesters, amides, or mixtures thereof.
70. The method of claim 55 , wherein the polysiloxane has the general structure of:

wherein:
x and z are integers >0;
y is an integer ≧0;
the mole ratio of x to (x+y+z) is from about 0.05 percent to about 95 percent;
the mole ratio of y to (x+y+z) is from about 0 percent to about 25 percent;
each R0-R9 comprises independently an organofunctional group or mixtures thereof;
R10 comprises an amino functional moiety or mixtures thereof; and,
R″ comprises a hydrophilic functionality or mixtures thereof.
71. The method of claim 70 , wherein each R0-R9 moiety comprises independently a C1 or higher of alkyl groups, aryl groups, ethers, polyethers, polyesters, amines, imines, amides, substituted amides, or mixtures thereof.
72. The method of claim 70 , wherein R10 comprises an amino functional moiety selected from a primary amine, secondary amine, tertiary amine, quaternary amine, unsubstituted amide, and mixtures thereof.
73. The method of claim 70 , wherein R″ comprises a polyether functional group having the formula: —R12—(R13—O)a—(R14O)b—R15
wherein:
each R12, R13, and R14 comprises independently branched C1-4alkyl groups, linear C1-4 alkyl groups, or mixtures thereof;
R15 comprises H, C1-30 alkyl group, or mixtures thereof; and,
a and b are integers of from about 1 to about 100.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/289,809 US20040084164A1 (en) | 2002-11-06 | 2002-11-06 | Soft tissue products containing polysiloxane having a high z-directional gradient |
| TW092127939A TW200427900A (en) | 2002-11-06 | 2003-10-08 | Soft tissue products containing polysiloxane having a high z-directional gradient |
| PCT/US2003/033636 WO2004044321A1 (en) | 2002-11-06 | 2003-10-22 | Soft tissue products containing polysiloxane having a high z-directional gradient |
| AU2003284874A AU2003284874A1 (en) | 2002-11-06 | 2003-10-22 | Soft tissue products containing polysiloxane having a high z-directional gradient |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/289,809 US20040084164A1 (en) | 2002-11-06 | 2002-11-06 | Soft tissue products containing polysiloxane having a high z-directional gradient |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20040084164A1 true US20040084164A1 (en) | 2004-05-06 |
Family
ID=32176107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/289,809 Abandoned US20040084164A1 (en) | 2002-11-06 | 2002-11-06 | Soft tissue products containing polysiloxane having a high z-directional gradient |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20040084164A1 (en) |
| AU (1) | AU2003284874A1 (en) |
| TW (1) | TW200427900A (en) |
| WO (1) | WO2004044321A1 (en) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040084165A1 (en) * | 2002-11-06 | 2004-05-06 | Shannon Thomas Gerard | Soft tissue products containing selectively treated fibers |
| US20040144507A1 (en) * | 2002-12-31 | 2004-07-29 | Shannon Thomas Gerard | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom |
| US20050136759A1 (en) * | 2003-12-19 | 2005-06-23 | Shannon Thomas G. | Tissue sheets containing multiple polysiloxanes and having regions of varying hydrophobicity |
| US20050133180A1 (en) * | 2003-12-19 | 2005-06-23 | Hugh West | Densification agent and oil treated cellulose fibers |
| US20050136265A1 (en) * | 2003-12-19 | 2005-06-23 | Kou-Chang Liu | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US20050137547A1 (en) * | 2003-12-19 | 2005-06-23 | Didier Garnier Gil B. | Highly wettable - highly flexible fluff fibers and disposable absorbent products made of those |
| DE102006018491A1 (en) * | 2006-04-19 | 2007-10-25 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Flexible plasma polymer products, corresponding articles, manufacturing methods and use |
| US7670459B2 (en) | 2004-12-29 | 2010-03-02 | Kimberly-Clark Worldwide, Inc. | Soft and durable tissue products containing a softening agent |
| US7678232B2 (en) | 2000-12-22 | 2010-03-16 | Kimberly-Clark Worldwide, Inc. | Process for incorporating poorly substantive paper modifying agents into a paper sheet via wet end addition |
| US7794565B2 (en) | 2002-11-06 | 2010-09-14 | Kimberly-Clark Worldwide, Inc. | Method of making low slough tissue products |
| US20130213595A1 (en) * | 2010-01-14 | 2013-08-22 | The Procter & Gamble Company | Soft and strong fibrous structures and methods for making same |
| US8808501B2 (en) | 2005-06-23 | 2014-08-19 | The Procter & Gamble Company | Methods for individualizing trichomes |
| US20140378284A1 (en) * | 2012-01-31 | 2014-12-25 | Sca Tissue France | Method for analyzing the softness of a sheet of tissue paper |
| CN110402283A (en) * | 2017-03-15 | 2019-11-01 | 波艾蒂斯公司 | Biometric print method |
| CN112840073A (en) * | 2018-10-01 | 2021-05-25 | 达姆施塔特技术大学 | Method for producing asymmetrical silicon-impregnated non-woven fibers and non-woven fabrics and use thereof |
| US11255051B2 (en) | 2017-11-29 | 2022-02-22 | Kimberly-Clark Worldwide, Inc. | Fibrous sheet with improved properties |
| US11313061B2 (en) | 2018-07-25 | 2022-04-26 | Kimberly-Clark Worldwide, Inc. | Process for making three-dimensional foam-laid nonwovens |
| US11591755B2 (en) | 2015-11-03 | 2023-02-28 | Kimberly-Clark Worldwide, Inc. | Paper tissue with high bulk and low lint |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7396593B2 (en) * | 2003-05-19 | 2008-07-08 | Kimberly-Clark Worldwide, Inc. | Single ply tissue products surface treated with a softening agent |
Citations (94)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3556933A (en) * | 1969-04-02 | 1971-01-19 | American Cyanamid Co | Regeneration of aged-deteriorated wet strength resins |
| US3556932A (en) * | 1965-07-12 | 1971-01-19 | American Cyanamid Co | Water-soluble,ionic,glyoxylated,vinylamide,wet-strength resin and paper made therewith |
| US3695269A (en) * | 1970-02-12 | 1972-10-03 | Johnson & Johnson | Method of making absorbent products with highly absorbent cores and relatively dry facings |
| US3700623A (en) * | 1970-04-22 | 1972-10-24 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US3772076A (en) * | 1970-01-26 | 1973-11-13 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US3838692A (en) * | 1972-11-27 | 1974-10-01 | Johnson & Johnson | Hydrophobic sheet with hydrophilic passages |
| US3855158A (en) * | 1972-12-27 | 1974-12-17 | Monsanto Co | Resinous reaction products |
| US3879257A (en) * | 1973-04-30 | 1975-04-22 | Scott Paper Co | Absorbent unitary laminate-like fibrous webs and method for producing them |
| US3899387A (en) * | 1973-04-11 | 1975-08-12 | Economics Lab | Process of making paper using mono-isocyanate capped poly (oxyalkylene) diols as a re-wetting and defoaming agent |
| US3899388A (en) * | 1970-02-02 | 1975-08-12 | Monsanto Co | Treating compositions |
| US4100324A (en) * | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US4129528A (en) * | 1976-05-11 | 1978-12-12 | Monsanto Company | Polyamine-epihalohydrin resinous reaction products |
| US4147586A (en) * | 1974-09-14 | 1979-04-03 | Monsanto Company | Cellulosic paper containing the reaction product of a dihaloalkane alkylene diamine adduct and epihalohydrin |
| US4162190A (en) * | 1974-04-29 | 1979-07-24 | Scapa-Porritt Limited | Paper makers wet felts |
| US4222921A (en) * | 1978-06-19 | 1980-09-16 | Monsanto Company | Polyamine/epihalohydrin reaction products |
| US4287251A (en) * | 1978-06-16 | 1981-09-01 | King Mary K | Disposable absorbent nonwoven structure |
| US4297860A (en) * | 1980-07-23 | 1981-11-03 | West Point Pepperell, Inc. | Device for applying foam to textiles |
| US4326000A (en) * | 1973-04-30 | 1982-04-20 | Scott Paper Company | Soft, absorbent, unitary, laminate-like fibrous web |
| US4377615A (en) * | 1980-09-20 | 1983-03-22 | Uni-Charm Corporation | Nonwoven fabrics and method of producing the same |
| US4406737A (en) * | 1976-05-07 | 1983-09-27 | Rohm And Haas Company | Creping paper using cationic water soluble addition polymer |
| US4408996A (en) * | 1981-10-09 | 1983-10-11 | Burlington Industries, Inc. | Process for dyeing absorbent microbiocidal fabric and product so produced |
| US4414268A (en) * | 1981-10-09 | 1983-11-08 | Burlington Industries, Inc. | Absorbent microbiocidal fabric and process for making same |
| US4425186A (en) * | 1981-03-24 | 1984-01-10 | Buckman Laboratories, Inc. | Dimethylamide and cationic surfactant debonding compositions and the use thereof in the production of fluff pulp |
| US4425372A (en) * | 1981-10-09 | 1984-01-10 | Burlington Industries, Inc. | Process for making absorbent bioactive wettable medical fabric |
| US4426418A (en) * | 1975-06-30 | 1984-01-17 | Harry M. Weiss | Lubricated tissue |
| US4432833A (en) * | 1980-05-19 | 1984-02-21 | Kimberly-Clark Corporation | Pulp containing hydrophilic debonder and process for its application |
| US4440597A (en) * | 1982-03-15 | 1984-04-03 | The Procter & Gamble Company | Wet-microcontracted paper and concomitant process |
| US4514345A (en) * | 1983-08-23 | 1985-04-30 | The Procter & Gamble Company | Method of making a foraminous member |
| US4528239A (en) * | 1983-08-23 | 1985-07-09 | The Procter & Gamble Company | Deflection member |
| US4529480A (en) * | 1983-08-23 | 1985-07-16 | The Procter & Gamble Company | Tissue paper |
| US4537822A (en) * | 1983-02-08 | 1985-08-27 | Toyo Boseki Kabushiki Kaisha | Three-layered fabric material |
| US4551199A (en) * | 1982-07-01 | 1985-11-05 | Crown Zellerbach Corporation | Apparatus and process for treating web material |
| US4556450A (en) * | 1982-12-30 | 1985-12-03 | The Procter & Gamble Company | Method of and apparatus for removing liquid for webs of porous material |
| US4559162A (en) * | 1981-03-10 | 1985-12-17 | Ciba-Geigy Corporation | Compositions of polymers based on acrylic acid, solvents, surfactants and, if appropriate, silicone oils, their preparation and their use as anti-foams and deaerating agents |
| US4588457A (en) * | 1983-03-11 | 1986-05-13 | The Procter & Gamble Company | Two-ply nonwoven fabric laminate |
| US4605702A (en) * | 1984-06-27 | 1986-08-12 | American Cyanamid Company | Temporary wet strength resin |
| US4610915A (en) * | 1983-03-11 | 1986-09-09 | The Procter & Gamble Company | Two-ply nonwoven fabric laminate |
| US4773110A (en) * | 1982-09-13 | 1988-09-27 | Dexter Chemical Corporation | Foam finishing apparatus and method |
| US4816320A (en) * | 1986-06-16 | 1989-03-28 | St Cyr Napoleon | Toilet tissue and facial tissue |
| US4886632A (en) * | 1985-09-09 | 1989-12-12 | Kimberly-Clark Corporation | Method of perforating a nonwoven web and use of the web as a cover for a feminine pad |
| US4894054A (en) * | 1988-06-20 | 1990-01-16 | Miskinyar Shir A | Preloaded automatic disposable syringe |
| US4905545A (en) * | 1988-04-29 | 1990-03-06 | Chrysler Motors Corporation | Method of controlling the speed change of a kickdown shift for an electronic automatic transmission system |
| US4919877A (en) * | 1987-12-03 | 1990-04-24 | Kimberly-Clark Corporation | Process for softening webs |
| US4925528A (en) * | 1987-04-06 | 1990-05-15 | James River Corporation Of Virginia | Manufacture of wetlaid nonwoven webs |
| US4950545A (en) * | 1989-02-24 | 1990-08-21 | Kimberly-Clark Corporation | Multifunctional facial tissue |
| US5059282A (en) * | 1988-06-14 | 1991-10-22 | The Procter & Gamble Company | Soft tissue paper |
| US5098522A (en) * | 1990-06-29 | 1992-03-24 | The Procter & Gamble Company | Papermaking belt and method of making the same using a textured casting surface |
| US5164046A (en) * | 1989-01-19 | 1992-11-17 | The Procter & Gamble Company | Method for making soft tissue paper using polysiloxane compound |
| US5178729A (en) * | 1991-01-15 | 1993-01-12 | James River Corporation Of Virginia | High purity stratified tissue and method of making same |
| US5215629A (en) * | 1991-01-23 | 1993-06-01 | Krupp Koppers Gmbh | Method of separating aromatics from a hydrocarbon mixture having an aromatic content |
| US5215626A (en) * | 1991-07-19 | 1993-06-01 | The Procter & Gamble Company | Process for applying a polysiloxane to tissue paper |
| US5227242A (en) * | 1989-02-24 | 1993-07-13 | Kimberly-Clark Corporation | Multifunctional facial tissue |
| US5230776A (en) * | 1988-10-25 | 1993-07-27 | Valmet Paper Machinery, Inc. | Paper machine for manufacturing a soft crepe paper web |
| US5234547A (en) * | 1991-03-28 | 1993-08-10 | W.R. Grace & Co.-Conn. | Creping aid |
| US5246545A (en) * | 1992-08-27 | 1993-09-21 | Procter & Gamble Company | Process for applying chemical papermaking additives from a thin film to tissue paper |
| US5246546A (en) * | 1992-08-27 | 1993-09-21 | Procter & Gamble Company | Process for applying a thin film containing polysiloxane to tissue paper |
| US5260171A (en) * | 1990-06-29 | 1993-11-09 | The Procter & Gamble Company | Papermaking belt and method of making the same using a textured casting surface |
| US5275700A (en) * | 1990-06-29 | 1994-01-04 | The Procter & Gamble Company | Papermaking belt and method of making the same using a deformable casting surface |
| US5277242A (en) * | 1992-10-05 | 1994-01-11 | American Cast Iron Pipe Co. | Pipe casting machine having improved pipe mold stabling rings |
| US5328565A (en) * | 1991-06-19 | 1994-07-12 | The Procter & Gamble Company | Tissue paper having large scale, aesthetically discernible patterns |
| US5334289A (en) * | 1990-06-29 | 1994-08-02 | The Procter & Gamble Company | Papermaking belt and method of making the same using differential light transmission techniques |
| US5353521A (en) * | 1989-10-15 | 1994-10-11 | Institute Of Paper Science And Technology, Inc. | Method and apparatus for drying web |
| US5385643A (en) * | 1994-03-10 | 1995-01-31 | The Procter & Gamble Company | Process for applying a thin film containing low levels of a functional-polysiloxane and a nonfunctional-polysiloxane to tissue paper |
| US5389204A (en) * | 1994-03-10 | 1995-02-14 | The Procter & Gamble Company | Process for applying a thin film containing low levels of a functional-polysiloxane and a mineral oil to tissue paper |
| US5399412A (en) * | 1993-05-21 | 1995-03-21 | Kimberly-Clark Corporation | Uncreped throughdried towels and wipers having high strength and absorbency |
| US5494554A (en) * | 1993-03-02 | 1996-02-27 | Kimberly-Clark Corporation | Method for making soft layered tissues |
| US5496624A (en) * | 1994-06-02 | 1996-03-05 | The Procter & Gamble Company | Multiple layer papermaking belt providing improved fiber support for cellulosic fibrous structures, and cellulosic fibrous structures produced thereby |
| US5500277A (en) * | 1994-06-02 | 1996-03-19 | The Procter & Gamble Company | Multiple layer, multiple opacity backside textured belt |
| US5503715A (en) * | 1991-06-28 | 1996-04-02 | The Procter & Gamble Company | Method and apparatus for making cellulosic fibrous structures by selectively obturated drainage and cellulosic fibrous structures produced thereby |
| US5525345A (en) * | 1993-12-13 | 1996-06-11 | The Proctor & Gamble Company | Lotion composition for imparting soft, lubricious feel to tissue paper |
| US5529665A (en) * | 1994-08-08 | 1996-06-25 | Kimberly-Clark Corporation | Method for making soft tissue using cationic silicones |
| US5538595A (en) * | 1995-05-17 | 1996-07-23 | The Proctor & Gamble Company | Chemically softened tissue paper products containing a ploysiloxane and an ester-functional ammonium compound |
| US5552020A (en) * | 1995-07-21 | 1996-09-03 | Kimberly-Clark Corporation | Tissue products containing softeners and silicone glycol |
| US5558873A (en) * | 1994-06-21 | 1996-09-24 | Kimberly-Clark Corporation | Soft tissue containing glycerin and quaternary ammonium compounds |
| US5573637A (en) * | 1994-12-19 | 1996-11-12 | The Procter & Gamble Company | Tissue paper product comprising a quaternary ammonium compound, a polysiloxane compound and binder materials |
| US5598642A (en) * | 1995-05-12 | 1997-02-04 | Institute Of Paper Science And Technology, Inc. | Method and apparatus for drying a fiber web at elevated ambient pressures |
| US5598643A (en) * | 1994-11-23 | 1997-02-04 | Kimberly-Clark Tissue Company | Capillary dewatering method and apparatus |
| US5607980A (en) * | 1995-07-24 | 1997-03-04 | The Procter & Gamble Company | Topical compositions having improved skin feel |
| US5614293A (en) * | 1995-02-06 | 1997-03-25 | Kimberly-Clark Corporation | Soft treated uncreped throughdried tissue |
| US5679218A (en) * | 1994-07-29 | 1997-10-21 | The Procter & Gamble Company | Tissue paper containing chemically softened coarse cellulose fibers |
| US5695607A (en) * | 1994-04-01 | 1997-12-09 | James River Corporation Of Virginia | Soft-single ply tissue having very low sidedness |
| US5932068A (en) * | 1993-06-24 | 1999-08-03 | Kimberly-Clark Worldwide, Inc. | Soft tissue |
| US5981044A (en) * | 1993-06-30 | 1999-11-09 | The Procter & Gamble Company | Multi-layered tissue paper web comprising biodegradable chemical softening compositions and binder materials and process for making the same |
| US6080686A (en) * | 1993-01-19 | 2000-06-27 | Th. Goldschmidt Ag | Soft cellulosic nonwovens and a method for softening nonwovens |
| US20020112835A1 (en) * | 2001-02-20 | 2002-08-22 | Kou-Chang Liu | Soft absorbent tissue |
| US20020139500A1 (en) * | 2001-03-07 | 2002-10-03 | Runge Troy Michael | Method for using water insoluble chemical additives with pulp and products made by said method |
| US20030022568A1 (en) * | 2001-03-22 | 2003-01-30 | Branham Kelly D. | Water-dispersible, cationic polymers, a method of making same and items using same |
| US6514383B1 (en) * | 2001-11-15 | 2003-02-04 | Kimberly-Clark Worldwide, Inc. | Soft absorbent tissue containing derivitized amino-functional polysiloxanes |
| US20030056916A1 (en) * | 2001-09-24 | 2003-03-27 | The Procter & Gamble Company | Soft absorbent web material |
| US20030077314A1 (en) * | 2001-08-30 | 2003-04-24 | Kimberly-Clark Worldwide, Inc. | Tissue products containing a flexible binder |
| US20040074622A1 (en) * | 2002-10-16 | 2004-04-22 | Kou-Chang Liu | Method for applying softening compositions to a tissue product |
| US20040118532A1 (en) * | 2002-12-20 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Paper wiping products treated with a hydrophobic additive |
| US20040118533A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Process for bonding chemical additives on to substrates containing cellulosic materials and products thereof |
| US20040144507A1 (en) * | 2002-12-31 | 2004-07-29 | Shannon Thomas Gerard | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0347154B1 (en) * | 1988-06-14 | 1996-01-03 | The Procter & Gamble Company | Soft tissue paper |
| JP3266367B2 (en) * | 1993-04-28 | 2002-03-18 | 東レ・ダウコーニング・シリコーン株式会社 | Silicone emulsion composition for wiping paper |
| DE19858616B4 (en) * | 1998-12-18 | 2005-03-17 | Hakle-Kimberly Deutschland Gmbh | Tissue paper product and its use, and lotion for the treatment of the tissue product |
-
2002
- 2002-11-06 US US10/289,809 patent/US20040084164A1/en not_active Abandoned
-
2003
- 2003-10-08 TW TW092127939A patent/TW200427900A/en unknown
- 2003-10-22 WO PCT/US2003/033636 patent/WO2004044321A1/en not_active Application Discontinuation
- 2003-10-22 AU AU2003284874A patent/AU2003284874A1/en not_active Abandoned
Patent Citations (99)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3556932A (en) * | 1965-07-12 | 1971-01-19 | American Cyanamid Co | Water-soluble,ionic,glyoxylated,vinylamide,wet-strength resin and paper made therewith |
| US3556933A (en) * | 1969-04-02 | 1971-01-19 | American Cyanamid Co | Regeneration of aged-deteriorated wet strength resins |
| US3772076A (en) * | 1970-01-26 | 1973-11-13 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US3899388A (en) * | 1970-02-02 | 1975-08-12 | Monsanto Co | Treating compositions |
| US3695269A (en) * | 1970-02-12 | 1972-10-03 | Johnson & Johnson | Method of making absorbent products with highly absorbent cores and relatively dry facings |
| US3700623A (en) * | 1970-04-22 | 1972-10-24 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US3838692A (en) * | 1972-11-27 | 1974-10-01 | Johnson & Johnson | Hydrophobic sheet with hydrophilic passages |
| US3855158A (en) * | 1972-12-27 | 1974-12-17 | Monsanto Co | Resinous reaction products |
| US3899387A (en) * | 1973-04-11 | 1975-08-12 | Economics Lab | Process of making paper using mono-isocyanate capped poly (oxyalkylene) diols as a re-wetting and defoaming agent |
| US3879257A (en) * | 1973-04-30 | 1975-04-22 | Scott Paper Co | Absorbent unitary laminate-like fibrous webs and method for producing them |
| US4326000A (en) * | 1973-04-30 | 1982-04-20 | Scott Paper Company | Soft, absorbent, unitary, laminate-like fibrous web |
| US4100324A (en) * | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US4162190A (en) * | 1974-04-29 | 1979-07-24 | Scapa-Porritt Limited | Paper makers wet felts |
| US4147586A (en) * | 1974-09-14 | 1979-04-03 | Monsanto Company | Cellulosic paper containing the reaction product of a dihaloalkane alkylene diamine adduct and epihalohydrin |
| US4426418A (en) * | 1975-06-30 | 1984-01-17 | Harry M. Weiss | Lubricated tissue |
| US4406737A (en) * | 1976-05-07 | 1983-09-27 | Rohm And Haas Company | Creping paper using cationic water soluble addition polymer |
| US4129528A (en) * | 1976-05-11 | 1978-12-12 | Monsanto Company | Polyamine-epihalohydrin resinous reaction products |
| US4287251A (en) * | 1978-06-16 | 1981-09-01 | King Mary K | Disposable absorbent nonwoven structure |
| US4222921A (en) * | 1978-06-19 | 1980-09-16 | Monsanto Company | Polyamine/epihalohydrin reaction products |
| US4432833A (en) * | 1980-05-19 | 1984-02-21 | Kimberly-Clark Corporation | Pulp containing hydrophilic debonder and process for its application |
| US4297860A (en) * | 1980-07-23 | 1981-11-03 | West Point Pepperell, Inc. | Device for applying foam to textiles |
| US4377615A (en) * | 1980-09-20 | 1983-03-22 | Uni-Charm Corporation | Nonwoven fabrics and method of producing the same |
| US4559162A (en) * | 1981-03-10 | 1985-12-17 | Ciba-Geigy Corporation | Compositions of polymers based on acrylic acid, solvents, surfactants and, if appropriate, silicone oils, their preparation and their use as anti-foams and deaerating agents |
| US4425186A (en) * | 1981-03-24 | 1984-01-10 | Buckman Laboratories, Inc. | Dimethylamide and cationic surfactant debonding compositions and the use thereof in the production of fluff pulp |
| US4414268A (en) * | 1981-10-09 | 1983-11-08 | Burlington Industries, Inc. | Absorbent microbiocidal fabric and process for making same |
| US4425372A (en) * | 1981-10-09 | 1984-01-10 | Burlington Industries, Inc. | Process for making absorbent bioactive wettable medical fabric |
| US4408996A (en) * | 1981-10-09 | 1983-10-11 | Burlington Industries, Inc. | Process for dyeing absorbent microbiocidal fabric and product so produced |
| US4440597A (en) * | 1982-03-15 | 1984-04-03 | The Procter & Gamble Company | Wet-microcontracted paper and concomitant process |
| US4551199A (en) * | 1982-07-01 | 1985-11-05 | Crown Zellerbach Corporation | Apparatus and process for treating web material |
| US4773110A (en) * | 1982-09-13 | 1988-09-27 | Dexter Chemical Corporation | Foam finishing apparatus and method |
| US4556450A (en) * | 1982-12-30 | 1985-12-03 | The Procter & Gamble Company | Method of and apparatus for removing liquid for webs of porous material |
| US4537822A (en) * | 1983-02-08 | 1985-08-27 | Toyo Boseki Kabushiki Kaisha | Three-layered fabric material |
| US4610915A (en) * | 1983-03-11 | 1986-09-09 | The Procter & Gamble Company | Two-ply nonwoven fabric laminate |
| US4588457A (en) * | 1983-03-11 | 1986-05-13 | The Procter & Gamble Company | Two-ply nonwoven fabric laminate |
| US4528239A (en) * | 1983-08-23 | 1985-07-09 | The Procter & Gamble Company | Deflection member |
| US4529480A (en) * | 1983-08-23 | 1985-07-16 | The Procter & Gamble Company | Tissue paper |
| US4514345A (en) * | 1983-08-23 | 1985-04-30 | The Procter & Gamble Company | Method of making a foraminous member |
| US4605702A (en) * | 1984-06-27 | 1986-08-12 | American Cyanamid Company | Temporary wet strength resin |
| US4886632A (en) * | 1985-09-09 | 1989-12-12 | Kimberly-Clark Corporation | Method of perforating a nonwoven web and use of the web as a cover for a feminine pad |
| US4816320A (en) * | 1986-06-16 | 1989-03-28 | St Cyr Napoleon | Toilet tissue and facial tissue |
| US4925528A (en) * | 1987-04-06 | 1990-05-15 | James River Corporation Of Virginia | Manufacture of wetlaid nonwoven webs |
| US4919877A (en) * | 1987-12-03 | 1990-04-24 | Kimberly-Clark Corporation | Process for softening webs |
| US4905545A (en) * | 1988-04-29 | 1990-03-06 | Chrysler Motors Corporation | Method of controlling the speed change of a kickdown shift for an electronic automatic transmission system |
| US5059282A (en) * | 1988-06-14 | 1991-10-22 | The Procter & Gamble Company | Soft tissue paper |
| US4894054A (en) * | 1988-06-20 | 1990-01-16 | Miskinyar Shir A | Preloaded automatic disposable syringe |
| US5230776A (en) * | 1988-10-25 | 1993-07-27 | Valmet Paper Machinery, Inc. | Paper machine for manufacturing a soft crepe paper web |
| US5164046A (en) * | 1989-01-19 | 1992-11-17 | The Procter & Gamble Company | Method for making soft tissue paper using polysiloxane compound |
| US4950545A (en) * | 1989-02-24 | 1990-08-21 | Kimberly-Clark Corporation | Multifunctional facial tissue |
| US5227242A (en) * | 1989-02-24 | 1993-07-13 | Kimberly-Clark Corporation | Multifunctional facial tissue |
| US5353521A (en) * | 1989-10-15 | 1994-10-11 | Institute Of Paper Science And Technology, Inc. | Method and apparatus for drying web |
| US5098522A (en) * | 1990-06-29 | 1992-03-24 | The Procter & Gamble Company | Papermaking belt and method of making the same using a textured casting surface |
| US5260171A (en) * | 1990-06-29 | 1993-11-09 | The Procter & Gamble Company | Papermaking belt and method of making the same using a textured casting surface |
| US5554467A (en) * | 1990-06-29 | 1996-09-10 | The Proctor & Gamble Company | Papermaking belt and method of making the same using differential light transmission techniques |
| US5514523A (en) * | 1990-06-29 | 1996-05-07 | The Procter & Gamble Company | Papermaking belt and method of making the same using differential light transmission techniques |
| US5334289A (en) * | 1990-06-29 | 1994-08-02 | The Procter & Gamble Company | Papermaking belt and method of making the same using differential light transmission techniques |
| US5275700A (en) * | 1990-06-29 | 1994-01-04 | The Procter & Gamble Company | Papermaking belt and method of making the same using a deformable casting surface |
| US5178729A (en) * | 1991-01-15 | 1993-01-12 | James River Corporation Of Virginia | High purity stratified tissue and method of making same |
| US5215629A (en) * | 1991-01-23 | 1993-06-01 | Krupp Koppers Gmbh | Method of separating aromatics from a hydrocarbon mixture having an aromatic content |
| US5234547A (en) * | 1991-03-28 | 1993-08-10 | W.R. Grace & Co.-Conn. | Creping aid |
| US5431786A (en) * | 1991-06-19 | 1995-07-11 | The Procter & Gamble Company | A papermaking belt |
| US5328565A (en) * | 1991-06-19 | 1994-07-12 | The Procter & Gamble Company | Tissue paper having large scale, aesthetically discernible patterns |
| US5503715A (en) * | 1991-06-28 | 1996-04-02 | The Procter & Gamble Company | Method and apparatus for making cellulosic fibrous structures by selectively obturated drainage and cellulosic fibrous structures produced thereby |
| US5215626A (en) * | 1991-07-19 | 1993-06-01 | The Procter & Gamble Company | Process for applying a polysiloxane to tissue paper |
| US5246546A (en) * | 1992-08-27 | 1993-09-21 | Procter & Gamble Company | Process for applying a thin film containing polysiloxane to tissue paper |
| US5246545A (en) * | 1992-08-27 | 1993-09-21 | Procter & Gamble Company | Process for applying chemical papermaking additives from a thin film to tissue paper |
| US5277242A (en) * | 1992-10-05 | 1994-01-11 | American Cast Iron Pipe Co. | Pipe casting machine having improved pipe mold stabling rings |
| US6080686A (en) * | 1993-01-19 | 2000-06-27 | Th. Goldschmidt Ag | Soft cellulosic nonwovens and a method for softening nonwovens |
| US5494554A (en) * | 1993-03-02 | 1996-02-27 | Kimberly-Clark Corporation | Method for making soft layered tissues |
| US5399412A (en) * | 1993-05-21 | 1995-03-21 | Kimberly-Clark Corporation | Uncreped throughdried towels and wipers having high strength and absorbency |
| US5932068A (en) * | 1993-06-24 | 1999-08-03 | Kimberly-Clark Worldwide, Inc. | Soft tissue |
| US5981044A (en) * | 1993-06-30 | 1999-11-09 | The Procter & Gamble Company | Multi-layered tissue paper web comprising biodegradable chemical softening compositions and binder materials and process for making the same |
| US5525345A (en) * | 1993-12-13 | 1996-06-11 | The Proctor & Gamble Company | Lotion composition for imparting soft, lubricious feel to tissue paper |
| US5389204A (en) * | 1994-03-10 | 1995-02-14 | The Procter & Gamble Company | Process for applying a thin film containing low levels of a functional-polysiloxane and a mineral oil to tissue paper |
| US5385643A (en) * | 1994-03-10 | 1995-01-31 | The Procter & Gamble Company | Process for applying a thin film containing low levels of a functional-polysiloxane and a nonfunctional-polysiloxane to tissue paper |
| US5695607A (en) * | 1994-04-01 | 1997-12-09 | James River Corporation Of Virginia | Soft-single ply tissue having very low sidedness |
| US5496624A (en) * | 1994-06-02 | 1996-03-05 | The Procter & Gamble Company | Multiple layer papermaking belt providing improved fiber support for cellulosic fibrous structures, and cellulosic fibrous structures produced thereby |
| US5566724A (en) * | 1994-06-02 | 1996-10-22 | The Procter & Gamble Company | Multiple layer, multiple opacity backside textured belt |
| US5500277A (en) * | 1994-06-02 | 1996-03-19 | The Procter & Gamble Company | Multiple layer, multiple opacity backside textured belt |
| US5558873A (en) * | 1994-06-21 | 1996-09-24 | Kimberly-Clark Corporation | Soft tissue containing glycerin and quaternary ammonium compounds |
| US5679218A (en) * | 1994-07-29 | 1997-10-21 | The Procter & Gamble Company | Tissue paper containing chemically softened coarse cellulose fibers |
| US5591306A (en) * | 1994-08-08 | 1997-01-07 | Kimberly-Clark Corporation | Method for making soft tissue using cationic silicones |
| US5529665A (en) * | 1994-08-08 | 1996-06-25 | Kimberly-Clark Corporation | Method for making soft tissue using cationic silicones |
| US5598643A (en) * | 1994-11-23 | 1997-02-04 | Kimberly-Clark Tissue Company | Capillary dewatering method and apparatus |
| US5573637A (en) * | 1994-12-19 | 1996-11-12 | The Procter & Gamble Company | Tissue paper product comprising a quaternary ammonium compound, a polysiloxane compound and binder materials |
| US5614293A (en) * | 1995-02-06 | 1997-03-25 | Kimberly-Clark Corporation | Soft treated uncreped throughdried tissue |
| US5598642A (en) * | 1995-05-12 | 1997-02-04 | Institute Of Paper Science And Technology, Inc. | Method and apparatus for drying a fiber web at elevated ambient pressures |
| US5538595A (en) * | 1995-05-17 | 1996-07-23 | The Proctor & Gamble Company | Chemically softened tissue paper products containing a ploysiloxane and an ester-functional ammonium compound |
| US5552020A (en) * | 1995-07-21 | 1996-09-03 | Kimberly-Clark Corporation | Tissue products containing softeners and silicone glycol |
| US5607980A (en) * | 1995-07-24 | 1997-03-04 | The Procter & Gamble Company | Topical compositions having improved skin feel |
| US20020112835A1 (en) * | 2001-02-20 | 2002-08-22 | Kou-Chang Liu | Soft absorbent tissue |
| US20020139500A1 (en) * | 2001-03-07 | 2002-10-03 | Runge Troy Michael | Method for using water insoluble chemical additives with pulp and products made by said method |
| US20030022568A1 (en) * | 2001-03-22 | 2003-01-30 | Branham Kelly D. | Water-dispersible, cationic polymers, a method of making same and items using same |
| US20030077314A1 (en) * | 2001-08-30 | 2003-04-24 | Kimberly-Clark Worldwide, Inc. | Tissue products containing a flexible binder |
| US20030056916A1 (en) * | 2001-09-24 | 2003-03-27 | The Procter & Gamble Company | Soft absorbent web material |
| US6514383B1 (en) * | 2001-11-15 | 2003-02-04 | Kimberly-Clark Worldwide, Inc. | Soft absorbent tissue containing derivitized amino-functional polysiloxanes |
| US20040074622A1 (en) * | 2002-10-16 | 2004-04-22 | Kou-Chang Liu | Method for applying softening compositions to a tissue product |
| US20040118532A1 (en) * | 2002-12-20 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Paper wiping products treated with a hydrophobic additive |
| US20040118533A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Process for bonding chemical additives on to substrates containing cellulosic materials and products thereof |
| US20040144507A1 (en) * | 2002-12-31 | 2004-07-29 | Shannon Thomas Gerard | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7678232B2 (en) | 2000-12-22 | 2010-03-16 | Kimberly-Clark Worldwide, Inc. | Process for incorporating poorly substantive paper modifying agents into a paper sheet via wet end addition |
| US20040084165A1 (en) * | 2002-11-06 | 2004-05-06 | Shannon Thomas Gerard | Soft tissue products containing selectively treated fibers |
| US7794565B2 (en) | 2002-11-06 | 2010-09-14 | Kimberly-Clark Worldwide, Inc. | Method of making low slough tissue products |
| US20040144507A1 (en) * | 2002-12-31 | 2004-07-29 | Shannon Thomas Gerard | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom |
| US7811948B2 (en) | 2003-12-19 | 2010-10-12 | Kimberly-Clark Worldwide, Inc. | Tissue sheets containing multiple polysiloxanes and having regions of varying hydrophobicity |
| US20050137547A1 (en) * | 2003-12-19 | 2005-06-23 | Didier Garnier Gil B. | Highly wettable - highly flexible fluff fibers and disposable absorbent products made of those |
| US20050136265A1 (en) * | 2003-12-19 | 2005-06-23 | Kou-Chang Liu | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US20050133180A1 (en) * | 2003-12-19 | 2005-06-23 | Hugh West | Densification agent and oil treated cellulose fibers |
| US20050136759A1 (en) * | 2003-12-19 | 2005-06-23 | Shannon Thomas G. | Tissue sheets containing multiple polysiloxanes and having regions of varying hydrophobicity |
| US7670459B2 (en) | 2004-12-29 | 2010-03-02 | Kimberly-Clark Worldwide, Inc. | Soft and durable tissue products containing a softening agent |
| US8808501B2 (en) | 2005-06-23 | 2014-08-19 | The Procter & Gamble Company | Methods for individualizing trichomes |
| DE102006018491A1 (en) * | 2006-04-19 | 2007-10-25 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Flexible plasma polymer products, corresponding articles, manufacturing methods and use |
| US20130213595A1 (en) * | 2010-01-14 | 2013-08-22 | The Procter & Gamble Company | Soft and strong fibrous structures and methods for making same |
| US20140378284A1 (en) * | 2012-01-31 | 2014-12-25 | Sca Tissue France | Method for analyzing the softness of a sheet of tissue paper |
| US11591755B2 (en) | 2015-11-03 | 2023-02-28 | Kimberly-Clark Worldwide, Inc. | Paper tissue with high bulk and low lint |
| CN110402283A (en) * | 2017-03-15 | 2019-11-01 | 波艾蒂斯公司 | Biometric print method |
| US20200046520A1 (en) * | 2017-03-15 | 2020-02-13 | Poietis | Bioprinting process |
| US11517453B2 (en) * | 2017-03-15 | 2022-12-06 | Poietis | Bioprinting process |
| US11255051B2 (en) | 2017-11-29 | 2022-02-22 | Kimberly-Clark Worldwide, Inc. | Fibrous sheet with improved properties |
| US11313061B2 (en) | 2018-07-25 | 2022-04-26 | Kimberly-Clark Worldwide, Inc. | Process for making three-dimensional foam-laid nonwovens |
| US11788221B2 (en) | 2018-07-25 | 2023-10-17 | Kimberly-Clark Worldwide, Inc. | Process for making three-dimensional foam-laid nonwovens |
| CN112840073A (en) * | 2018-10-01 | 2021-05-25 | 达姆施塔特技术大学 | Method for producing asymmetrical silicon-impregnated non-woven fibers and non-woven fabrics and use thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003284874A1 (en) | 2004-06-03 |
| TW200427900A (en) | 2004-12-16 |
| WO2004044321A1 (en) | 2004-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2003286628B2 (en) | Soft tissue products containing selectively treated fibers | |
| CA2503350C (en) | Hydrophobically modified cationic acrylate copolymer/polysiloxane blends and use in tissue | |
| US7186318B2 (en) | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties | |
| US7029756B2 (en) | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties | |
| US20040084164A1 (en) | Soft tissue products containing polysiloxane having a high z-directional gradient | |
| US20080185114A1 (en) | Method of making low slough tissue products | |
| US7147752B2 (en) | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom | |
| US20040163785A1 (en) | Paper wiping products treated with a polysiloxane composition | |
| AU2003286626C1 (en) | Hydrophobically modified cationic acrylate copolymer/polysiloxane blends and use in tissue |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: KIMBERLY-CLARK WORLDWIDE, INC., WISCONSIN Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:SHANNON, THOMAS GERARD;FLUGGE, LISA ANN;MOLINE, DAVID ANDREW;AND OTHERS;REEL/FRAME:013432/0567;SIGNING DATES FROM 20021218 TO 20030115 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |